Чем можно заварить трубу глушителя
Содержание:
- Холодная сварка применение в сантехнике
- Как заварить глушитель электросваркой самостоятельно
- Альтернативные методы ремонта глушителя
- Как правильно заварить глушитель?
- Частичное изготовление выхлопа.
- Сварочные работы
- Устройство резонатора
- Какой сваркой лучше варить глушитель
- ТИПЫ РЕЗОНАТОРОВ
- Как понять, что пора ремонтировать выхлопную систему
- Альтернативные методы ремонта глушителя
- Восстановление масштабных повреждений
- Сварочные работы для кузова автомобиля
- Как проявляется поломка глушителя
- Как заварить глушитель электросваркой самостоятельно
- Альтернативные методы ремонта глушителя
- Ремонт глушителя электросваркой своими руками
- Применение
- Общая информация
- Ремонт с помощью холодной сварки
- Как заварить глушитель электросваркой самостоятельно
- Какой сваркой лучше варить глушитель
Холодная сварка применение в сантехнике
Широко используется холодная сварка для сантехники. Ее используют для ремонта трубопроводов, в том числе для труб с горячей водой, алюминиевых, биметаллических и чугунных батарей, смесителей, стояков и других изделий:
- Можно ли холодной сваркой заварить трубу отопления? Холодная сварка для батарей рекомендована далеко не во всех случаях. Значительные трещины и сколы невозможно заделать с помощью данного материала. Поэтому, прежде чем задаваться вопросом, как замазать батарею холодной сваркой, стоит взвесить все «за» и «против» того, стоит ли проводить ремонт радиатора данным методом.
- Холодная сварка для батарей и труб. Холодная сварка для радиатора или трубопровода оптимальна только в том случае, если ее свойства позволяют сделать качественный шов или латку. В противном случае вы рискуете залить свое жилье и квартиру соседей снизу.
- Ремонт керамической сантехники. Здесь применимы принципы холодной сварки для чугунных батарей. То есть дефекты значительной площади и объемов ремонту данным материалом не подлежат.
Как заварить глушитель электросваркой самостоятельно
Автомобильный глушитель, работая в агрессивной среде при высоких температурах и влажности, быстро приходит в негодность. Коррозия, разъедая металл, разрушает глушитель. Помимо негативного воздействия ржавчины, глушитель легко продырявить на ухабистой местности, ввиду его низкого расположения. Последствия таких повреждений весьма неприятны. Рев работающего мотора начинает резать слух, а выхлопные газы, теряя направленный поток, попадают в салон автомобиля. Конечно, решает все эти проблемы замена глушителя новым. Но можно обойтись и мене затратным способом — сваркой. На первый взгляд, сварка глушителя может показаться непростой задачей, однако в этом процессе нет ничего сложно, если немного разобраться в теории.
Альтернативные методы ремонта глушителя
Следует отметить еще один способ сварки, не требующей применения сварочных аппаратов – холодная сварка. Здесь для ремонта поверхности используются композитные материалы на основе смол и стеклоткани.
Эти два компонента смешиваются с отвердителем и надежно приклеиваются к месту дефекта. Композитный материал не подвержен коррозии и не боится высоких температур. Этот метод, не потребует подключения к электросети и обходится без специального оборудования, что делает его наиболее удобным в поездках. Предварительные работы перед холодной сваркой следует выполнять точно так же как и перед обычной электросваркой.
Как правильно заварить глушитель?
Ситуации, когда заварить глушитель нельзя
Если глушитель выхлопа получил пробой в результате наезда на препятствие или в результате механических повреждений, но при этом он сам остается в хорошем состоянии и сохраняет толщину стали на всех участках поверхности, то в этом случае использование сварки оправдано.
Если глушитель подвергся коррозионным процессам, в нем образовался прогар, а сам глушитель уже несколько лет использовался без замены, то в этом случае заваривать его не имеет смысла, если вообще это получится. Здесь самым простым решением будет полная замена глушителя на новый, тем более что его стоимость не настолько велика, чтобы пытаться восстановить или продлить жизнь старой детали. Остаточная толщина стали в старом глушителе может и не позволить эффективно заварить его.
Какой сваркой варят глушители?
Можно ли варить глушитель электросваркой? Если вы являетесь очень опытным сварщиком, и готовы потратить уйму времени, то вы можете попробовать заварить глушитель электросваркой. В этом случае следует глушитель варить электросваркой только точечно и без движения электрода, а это займет очень много времени. Здесь речь идет о ремонте банки глушителя, на соединительных трубах сталь толще, а поэтому применение такого типа сварки допустимо. Если у вас нет хорошего опыта, чтобы заварить глушитель электросваркой, то не стоит и пробовать. Вы почти со 100% гарантией испортите эту деталь выхлопной системы.
Как заварить глушитель авто?
Перед проведением сварочных работ, вам следует подготовить латку, а также очистить поверхность на месте будущих сварочных работ. Каким электродом варить глушитель? Лучше варить глушитель электродом диаметром в 2 мм., если есть электрод диаметром 1,6 мм., то еще лучше. Ток на сварочном аппарате выставляется под соответствующий электрод.
И так, этапы, необходимые чтобы заварить глушитель:
- подготовка поверхности, где планируется проведение сварочных работ;
- подготовка латки на поврежденный участок глушителя;
- удаление поврежденного участка глушителя, по габаритам равным величине латки;
Помните!
сварку полуавтоматом следует вести с отрывом дуги, а сам шов накладывать от более толстой к тонкой по толщине стали; после наложения шва важно проверять его на наличие пор, если они имеются, то следует повторить сварку на этом месте; после окончания сварки следует удалить окалину, а также зачистить место сварного шва наждачной бумагой
Частичное изготовление выхлопа.
Дело в том, что выхлопную магистраль не обязательно делать сразу полной. Ее можно изготавливать частично. Например, сначала можно сделать переднюю часть выхлопной системы, а потом заднюю (всё зависит от того, что для вас важнее). Передняя часть выхлопной трассы больше влияет на увеличение мощности авто, а задняя на звучание. Всё бы хорошо и удобно, но мы не рекомендуем разбивать работу на куски по той причине, что после этого настраивать звук выхлопной системы и систему в целом гораздо сложнее и добиться задумки клиента не всегда предоставляется возможным. Если мы спроектируем всю выхлопную трассу, а изготавливать и устанавливать ее будем кусками, всё может работать не так, как задумывалось изначально. Это, конечно, больше исключение, чем правило, но всё же это нужно учитывать.
Сварочные работы
Наиболее прочно и надёжно отремонтировать глушитель можно, используя сварочные работы. Ремонт сваркой также можно выполнить самостоятельно.
Браться за такую работу стоит только при наличии специальной сварочной аппаратуры и определённого навыка сварки тонколистовых материалов.
Технология ремонта чаще всего сводится к приварке тонкого стального листа поверх повреждённого корпуса глушителя. Второй часто встречающийся вид неисправности – коррозионное разрушение сварного шва между соединительным патрубком и торцом корпуса. В этом случае повреждённую часть патрубка нужно заменить отрезком трубы и приварить глушитель к нему.
В случае, когда корпус глушителя имеет многочисленные сквозные отверстия и весь изъеден коррозией, ремонт с использованием сварки можно осуществить в следующей последовательности:
- вырезать из листовой стали заготовку, которая плотно покроет повреждённую оболочку, прилегая при этом к боковым рёбрам жёсткости;
- аккуратно прижимая лист к корпусу глушителя, осуществить к рёбрам жёсткости корпуса. Сварочные точки следует выполнять с обеих сторон листа. К выполнению сварки следующих точек можно переходить, согнув лист и прижав его к старой оболочке;
- осуществив точечный провар по всему периметру корпуса, выполнить сваркой чистовой герметичный шов.
Безусловно, существуют сварщики – виртуозы, которые смогут выполнить эту работу, используя обыкновенный инвертор, предназначенный для ручной электродуговой сварки штучным электродом, но если вы за собой таких способностей не замечали, лучше не экспериментировать.
Дело в том, что тонкий стальной лист легко прожигается насквозь даже при сварке полуавтоматом в среде углекислого газа с минимальными настройками по току.
Использовать же более толстый материал затруднительно, так как его будет очень трудно сгибать, не говоря о том, что конструкция будет чересчур тяжёлой, и её могут просто не выдержать штатные подвески глушителя.
Устройство резонатора
Конструктивно резонатор состоит из перфорированной (просверленной по всей длине в пределах устройства) трубы, помещенной в металлический корпус. Также в конструкции есть дроссельное отверстие, предназначенное для повышения эффективности гашения волновых колебаний в трубе. Внутренняя полость резонатора разделена на две или более неравные части перегородками, расположенными в поперечной плоскости к трубе. Также в конструкцию более современных выхлопных резонаторов входит теплоизоляцияи/или звукоизоляция (зачастую это один и тот же материал), расположенная под корпусом и предназначенная для снижения его температуры и/или звуков, исходящих из устройства.
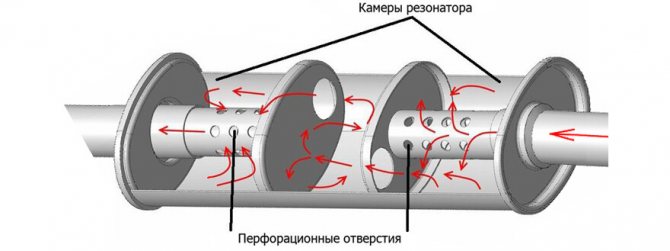
Внутреннее устройство резонатора
Внутренние полости имеют неодинаковый объем с тем, чтобы обеспечивать периодическое сужение и расширение потока отработанных газов, что в свою очередь дает выравнивание их неравномерной пульсации. То есть, каждая камера имеет свою резонансную частоту. Кроме этого они имеют небольшое смещение относительно оси корпуса. Это необходимо для достижения смены направления потока выхлопов. А внутренняя перфорация на трубе нужна для гашения большой амплитуды звуковых волн, которые вырабатывают газы.
На эффективность работы резонатора влияют следующие факторы:
- степень его изношенности, герметичность;
- уровень загрязненности от нагара (чем чище, тем эффективнее);
- диаметр (чем больший диаметр устройства, тем больший у него КПД).
Какой сваркой лучше варить глушитель
Вид сварки особой роли не играет, если придерживаться двух основных параметров:
- Минимальная сила тока.
- Минимальная толщина электрода.
Полуавтоматическая сварка обладает преимуществами при ремонте глушителя по сравнению с обычной электросваркой. Ее режимы, более щадящие для тонкого металла, а защитный углекислый газ не допустит перегрева и окисления сварного шва. Благодаря этому структура основного металла не изменится и не потеряет прочности. При работе обычной электросваркой, необходимо подобрать подходящие электроды под используемый металл.
Перед сваркой глушителя следует отключать аккумулятор, что бы избежать замыкания на массу. Причем вынимать его, совсем не обязательно. Достаточно лишь отключить массу – провод со знаком минус. Он, как правило, черного цвета.
ТИПЫ РЕЗОНАТОРОВ
Подобно множеству деталей резонаторы подразделяются на типы, зависящие непосредственно от двигателей ТС. Данные детали должны соответствовать либо 2-тактному, либо 4-тактному двигателю. С помощью испытаний были подведены следующие итоги:
- если деталь взаимодействует с 4-тактным – обороты двигателя сокращаются;
- при изъятии детали обороты мотора увеличиваются.
В случае с 2-хтактным двигателем все происходит наоборот. Если убрать этот элемент – мощность мотора снижается, а значит, расход топлива становится больше. Данная трата безосновательна, владелец ТС будет вынужден совершать переплату при меньшей скорости автомобиля.
Как понять, что пора ремонтировать выхлопную систему
Эта часть вашего автомобиля работает под тяжелыми нагрузками:
- температура до 1300 °С;
- постоянный контакт с агрессивной газовой средой;
- вибрации и колебания;
- механические повреждения от ударов.
При повреждении выхлопной возникают следующие признаки.
- Громкий рев, который доносится из-под нижней либо задней част машины при езде. Это означает, что в деталях появились трещины, гофра больше не обеспечивает герметичность, износились прокладки, порвались крепления.
- Металлический лязг из-под капота или заднего бампера при движении авто. Этот признак означает, что нарушилась целостность резонатора либо реактивного глушителя.
- Стук из-под днища. Является признаком износа опор глушителя.
В каких случаях целесообразно использовать цемент?
Этот материал применяется, если нужно восстановить целостность выхлопной системы, заделать прореху завальцовки или сварочного шва. Паста отличается устойчивостью к высоким температурам – от тепла он становится только более твердым.
Герметик применяется в следующих случаях.
- Для монтажа компонентов новой выхлопной системы. Он наносится на внутренние кольцевые поверхности всех соединяемых деталей. Также с помощью цемента можно уплотнять соединения.
- Для устранения последствий прогаров. На поврежденный участок с помощью слоя цемента наносится заплатка, которая затем прикручивается саморезами. Паста также наносится поверх крепежных элементов для повышения герметичности.
- Для восстановления любых деталей системы выхлопа. Поверхность с трещинами или отверстиями очищается, после чего на нее наносится вещество. Если имеются крупные повреждения, используются заплатки.
В ряде случаев устранить повреждения удается с помощью сварки или швов, но цемент гораздо надежнее.
Альтернативные методы ремонта глушителя
Следует отметить еще один способ сварки, не требующей применения сварочных аппаратов – холодная сварка. Здесь для ремонта поверхности используются композитные материалы на основе смол и стеклоткани.
Эти два компонента смешиваются с отвердителем и надежно приклеиваются к месту дефекта. Композитный материал не подвержен коррозии и не боится высоких температур. Этот метод, не потребует подключения к электросети и обходится без специального оборудования, что делает его наиболее удобным в поездках. Предварительные работы перед холодной сваркой следует выполнять точно так же как и перед обычной электросваркой.
Восстановление масштабных повреждений
Прогоревшие участки глушителя восстанавливаются наложением заплат из нержавеющей стали с нахлёстом 30 мм на неповреждённый металл. Накладки засверливаются под Ø тела самореза. Последовательность операций:
- Удалить заусенцы, придать форму глушителя, зачистить накладку с внутренней стороны, обработать растворителем, просушить.
- Промазать герметиком края отверстия и заплаты с запасом.
- Наживить саморезы, внести под шляпки каплю холодной сварки, затянуть винты.
Устранение прогара трубы:
- Погоревший участок вырезается и удаляется, замена – труба большего диаметра.
- Подготовить поверхности, накладную трубу засверлить под саморезы с обеих сторон.
- Нанести холодную сварку на смежные участки, соединить.
- Зафиксировать равномерно саморезами с герметизацией шляпок и стыков труб.
Особенности ремонта теплообменников и жаростойких труб, испытывающих давление:
- Подготовка ремонтного участка.
- Обрезать и выгнуть по диаметру трубы накладку из нержавейки с нахлёстом 20 мм.
- Состав наносится на обе части.
- Закрепить накладку хомутами с натяжением.
- Мелкие трещины рекомендуется усилить плотным бандажом из стальной проволоки поверх клея.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Как проявляется поломка глушителя
Самая уязвимая деталь в автомобле – корпус узла, гасящего звук работы двигателя. Поскольку глушитель расположен под днищем, в самой близкой точке к поверхности дороги, он подвержен постоянным внутренним и внешним воздействиям и часто дает сбой в работе. Это сразу определяется на слух. Автомобиль начинает «рычать» или «пищать» при заведенном двигателе.
Узел, заглушающий звук работы мотора и снижающий выброс вредных веществ в атмосферу, изготавливается из тонкой жести, имеет внутри различные перегородки, патрубки и изгибы самой выхлопной трубы.
Внутри он может быть пустым, но нередко заполняется шумоподавляющими термостойкими материалами, например минеральной ватой. Конструкция зависит от производителя и времени выпуска автомобиля.
Обычный глушитель крепится к днищу с помощью подвижных хомутов, соединенных между собой, или специальных шайб, изготовленных из резины, способной выдерживать большие нагрузки. Такое крепление обеспечивает расположение всего узла на необходимом расстоянии от днища машины, а также его бесшумную работу при колебаниях во время выхлопа. В случае повреждения этих соединений при движении появляется систематический стук в области багажного отделения.

Проблему можно выявить по запаху отработавшего бензина в салоне.
Выхлопные газы температурой до +80…+100°C поступают в глушитель. В зимние холода, весной или осенью, когда на улице всего +15…+20°C, внутри элемента начинает образовываться конденсат, который вызывает коррозию металла. В первую очередь этому подвержены сварочные швы – они начинают прогорать, покрываются ржавчиной, образуются трещины, щели и сквозные отверстия, через которые с шумом выходит газ.
Эту проблему можно выявить при возникновении коричневатых полос и точек в местах сварки на поверхности детали. Кроме того, может появиться запах отработавшего бензина в салоне.
С внешней стороны на узел действуют различные реагенты, которыми обрабатывают дороги. Нередки механические повреждения при езде по неровностям, ухабам и глубоким ямам. В результате ударов образуются сквозные повреждения жести, приводящие к изменению звука при выхлопе. Например, рычащие шумы и «выстрелы» могут возникать при резком наборе или сбросе скорости.
Как заварить глушитель электросваркой самостоятельно
Автомобильный глушитель, работая в агрессивной среде при высоких температурах и влажности, быстро приходит в негодность. Коррозия, разъедая металл, разрушает глушитель. Помимо негативного воздействия ржавчины, глушитель легко продырявить на ухабистой местности, ввиду его низкого расположения. Последствия таких повреждений весьма неприятны. Рев работающего мотора начинает резать слух, а выхлопные газы, теряя направленный поток, попадают в салон автомобиля. Конечно, решает все эти проблемы замена глушителя новым. Но можно обойтись и мене затратным способом — сваркой. На первый взгляд, сварка глушителя может показаться непростой задачей, однако в этом процессе нет ничего сложно, если немного разобраться в теории.
Альтернативные методы ремонта глушителя
Следует отметить еще один способ сварки, не требующей применения сварочных аппаратов – холодная сварка. Здесь для ремонта поверхности используются композитные материалы на основе смол и стеклоткани.
Эти два компонента смешиваются с отвердителем и надежно приклеиваются к месту дефекта. Композитный материал не подвержен коррозии и не боится высоких температур. Этот метод, не потребует подключения к электросети и обходится без специального оборудования, что делает его наиболее удобным в поездках. Предварительные работы перед холодной сваркой следует выполнять точно так же как и перед обычной электросваркой.
Ремонт глушителя электросваркой своими руками
Чтобы заварить глушитель самому достаточно иметь лишь небольшой навык работы с металлообработкой. Работу можно произвести в любых гаражных условиях. Сквозную коррозию необходимо полностью вырезать с помощью угловой или прямой шлифовальной машинкой с использованием шарошки.
В зависимости от диаметра дефекта выполнить работу можно двумя способами. Первый заключается в наложении заплатки, с последующей сваркой ее по периметру. Этот метод используют при крупных дефектах или при большом скоплении пор в одном месте.
Второй способ позволяет производить сварку без использования заплаток, при котором сквозные дыры сплавляются непосредственно электрической дугой. Этот способ применим лишь в том случае, если коррозия или дефект имеет небольшой размер. Залатать такие отверстия не составит труда как электродом, используя простую сварку, так и медной проволокой, при работе на полуавтомате
Чаще всего приходится сталкиваться с коррозией в месте, где соединяются корпус и труба глушителя. После зачистки и удаления ржавчины зазор между этими деталями значительно увеличивается. Нарастить необходимую толщину между ними можно присадочной проволокой (электродом) или сваривать с помощью кусочков заготовленного листового металла. После наложения металлического листа его следует прихватить, обеспечив его фиксацию с корпусом глушителя, а затем уже приступать к основной сварке.
Применение
Клеящие герметики или холодная сварка на основе эпоксидных смол годятся для устранения течи бензобака, восстановления радиатора. Найдётся и для горячего глушителя средство, не боящееся температурной агрессии.
Видовой состав:
- однокомпонентные составы, готовые к применению после разминания;
- двухкомпонентные жидкие составы;
- двухкомпонентные пластилинообразные;
- высокотемпературные составы.
Важно! термостойкие клеи способны выдержать тепловые нагрузки 200–1400 С, повышение температуры в период полимеризации упрочняет смесь.
Клеящие составы, рекомендованные для восстановления выхлопной системы, переносят без последствий вибрацию, ударные нагрузки и напряжения. Обладают диффузионной адгезией к стали и чугуну.
Меры предосторожности обусловлены токсичностью составов:
- Естественная вентиляция помещения;
- Работы производить в резиновых перчатках;
- Смешивание компонентов проводить в неметаллической ёмкости непищевого назначения;
- При попадании на кожу, смыть с мылом.
Общая информация
Что может стать причиной образования неисправностей у глушителя? Дороги у нас не самые лучшие, отчего под днище постоянно залетают камни и мелкий мусор. Лежачие «полицейские», нуждающиеся в ремонте, также могут повредить металл. Но самая большая проблема — это вода, снег и грязь, которые есть на дорогах наших городов 10 месяцев в году. А в некоторых городах дороги посыпают химически активными реагентами, которые портят не только обувь, но и днище автомобиля.
Как правильно заварить глушитель?
Если в глушителе выхлопной системы автомобиля образовалась трещина (в банке или в соединительных трубах), то можно заварить глушитель, однако здесь есть некоторые ограничения. И не во всех случаях есть возможность заварить глушитель
Также очень важно выбрать правильно тип сварочного аппарата. И так, начнем с того, что определимся в каких случаях применение сварки оправдано, и можно ли заварить глушитель в принципе
Ситуации, когда заварить глушитель нельзя
Если глушитель выхлопа получил пробой в результате наезда на препятствие или в результате механических повреждений, но при этом он сам остается в хорошем состоянии и сохраняет толщину стали на всех участках поверхности, то в этом случае использование сварки оправдано.
Если глушитель подвергся коррозионным процессам, в нем образовался прогар, а сам глушитель уже несколько лет использовался без замены, то в этом случае заваривать его не имеет смысла, если вообще это получится. Здесь самым простым решением будет полная замена глушителя на новый, тем более что его стоимость не настолько велика, чтобы пытаться восстановить или продлить жизнь старой детали. Остаточная толщина стали в старом глушителе может и не позволить эффективно заварить его.
Какой сваркой варят глушители?
Можно ли варить глушитель электросваркой? Если вы являетесь очень опытным сварщиком, и готовы потратить уйму времени, то вы можете попробовать заварить глушитель электросваркой. В этом случае следует глушитель варить электросваркой только точечно и без движения электрода, а это займет очень много времени. Здесь речь идет о ремонте банки глушителя, на соединительных трубах сталь толще, а поэтому применение такого типа сварки допустимо. Если у вас нет хорошего опыта, чтобы заварить глушитель электросваркой, то не стоит и пробовать. Вы почти со 100% гарантией испортите эту деталь выхлопной системы.
Варят глушители полуавтоматом
При этом также важно иметь достаточный опыт. Если вы сомневаетесь в своих силах, то узнать, сколько стоит заварить глушитель в ближайшей СТО, не составляет труда
Лучше доверить это профессионалам.
Как заварить глушитель авто?
Перед проведением сварочных работ, вам следует подготовить латку, а также очистить поверхность на месте будущих сварочных работ. Каким электродом варить глушитель? Лучше варить глушитель электродом диаметром в 2 мм., если есть электрод диаметром 1,6 мм., то еще лучше. Ток на сварочном аппарате выставляется под соответствующий электрод.
И так, этапы, необходимые чтобы заварить глушитель:
- подготовка поверхности, где планируется проведение сварочных работ;
- подготовка латки на поврежденный участок глушителя;
- удаление поврежденного участка глушителя, по габаритам равным величине латки;
(Помните! Перед проведением сварочных работ, обязательно нужно выключить зажигание авто и отсоединить клеммы аккумулятора.)
сварку полуавтоматом следует вести с отрывом дуги, а сам шов накладывать от более толстой к тонкой по толщине стали;
после наложения шва важно проверять его на наличие пор, если они имеются, то следует повторить сварку на этом месте;
после окончания сварки следует удалить окалину, а также зачистить место сварного шва наждачной бумагой.
Есть ли альтернативные варианты?
Если у вашего глушителя появился прогар или образовалась трещина, но вы планируете через какое-то время менять эту деталь. То решение заварить глушитель дуговой сваркой может быть не единственным. Как временная мера вполне сгодится и холодная сварка. Холодная сварка представляет собой двусоставный клей, рассчитанный после высыхания на эксплуатацию при высоких температурах. А это идеально подходит для глушителя. Очень возможно, что его использование будет и более дешевым, быстрым в ремонте и долговечным решением.
Ремонт с помощью холодной сварки
Наиболее эффективный, не требующий большого труда и специальных инструментов, сравнительно недорогой способ починки глушителя — применение холодной сварки (ХС). Это смесь, состоящая из двух компонентов — стекловолокна и смолы. При их смешивании со специальным реагентом происходит затвердевание.
Получившаяся масса прочно прилегает к поверхности деталей, выполненных из различных материалов. Они надежно скрепляются друг с другом по мере отвердевания смеси.
Этим составом можно заделать небольшие дыры и пробоины. Полностью загустевшая и просохшая масса образует твердое вещество, способное противостоять агрессивному влиянию температуры и влаги, а также различным механическим воздействиям.
Плюсы и минусы такого метода
Некоторые автолюбители не понимают выгод от применения ХС. Они по привычке заделывают отверстия и щели классическими методами соединения металлов, например сваркой.
Холодная сварка отличается простотой применения.
Преимущества работы с ХС:
- Простота применения. Доступна даже начинающим автолюбителям.
- Отсутствие необходимости в узкоспециализированном и дорогостоящем инструменте.
- Безопасность. Не требует взаимодействия высоких температур и электричества.
- Пластичность. В первые 5-10 минут работы (в зависимости от компонентов и производителя) полученное вещество имеет пластилинообразное состояние. Массе или сварочному шву можно придать любую форму.
- Проникновение даже в мельчайшие полости при примыкании или покрытии элементов. Пройдя полную стадию отвердевания, он образует надежное соединение, обладающее высокой ударопрочностью, термостойкостью, устойчивостью к воздействию влаги и других агрессивных элементов.
- Герметизация внутренностей узла. Отвод отработанных газов возможен только через выхлопную трубу.
- Невысокая стоимость.
- Возможность починить глушитель даже в дороге.
Недостатки метода холодной сварки:
- Использовать состав необходимо до указанного срока. После этого с массой невозможно работать. Часто состав остается пластичным лишь 3-10 минут, а полное отвердение происходит только через 24 часа.
- Заделывать большие отверстия и крепить масштабные заплатки сложно.
- Из-за большого разнообразия смесей нужно выбирать материал, соответствующий случаю. Необходимо консультироваться со специалистом или продавцом.
- Работать с ХС нужно в резиновых перчатках и лучше на открытом воздухе, т.к. состав токсичный. По окончании ремонта руки необходимо тщательно помыть.
Подготовка детали
Для получения качественного соединения перед сваркой площадь вокруг образовавшейся трещины или отверстия тщательно очищают от образовавшегося вокруг налета черного цвета и ржавчины. Обработанную поверхность обезжиривают с помощью спиртосодержащих жидкостей или бензина и протирают сухой ветошью.
Глушитель можно починить пластичным составом.
Разновидности холодной сварки
Глушитель можно починить следующими видами ХС:
- Жидким составом. Он уже приготовлен к использованию, расфасован в специальные упаковки или шприцы. В них смешивание компонентов происходит автоматически непосредственно перед применением. Такой холодной сваркой удобно заделывать небольшие трещины и проржавевшие сварочные швы, но у нее быстро происходит первичное отвердение.
- Пластичным составом. Он состоит из одного и двух компонентов.
Однокомпонентный материал уже готов к использованию и становится твердым в течение 5 минут при контакте с воздухом. Смеси, включающие 2 вещества, начинают затвердевать не сразу. Состояние густого теста, которому можно придать желаемую форму, сохраняется у них в течение 7-15 минут (в зависимости от реагентов).
Последовательность проведения работ
При применении холодной сварки необходимо:
- зачистить место нанесения состава с помощью щетки по металлу, а затем мелкой наждачной бумагой;
- обезжирить поверхность и при необходимости подготовить кусок жести, которым будет заделываться отверстие;
- приготовить смесь согласно прилагаемой инструкции;
- налепить холодную сварку на ремонтируемую поверхность или сделать «колбаску», вложить ее в трещину и замазать наподобие сварочного шва;
- в случае крепления заплатки после нанесения смеси ее лучше прижать жгутом на 30-45 минут.
Происходит реакция смешивания компонентов смеси с дефектным металлом на молекулярном уровне.
Как заварить глушитель электросваркой самостоятельно
Автомобильный глушитель, работая в агрессивной среде при высоких температурах и влажности, быстро приходит в негодность. Коррозия, разъедая металл, разрушает глушитель. Помимо негативного воздействия ржавчины, глушитель легко продырявить на ухабистой местности, ввиду его низкого расположения. Последствия таких повреждений весьма неприятны. Рев работающего мотора начинает резать слух, а выхлопные газы, теряя направленный поток, попадают в салон автомобиля. Конечно, решает все эти проблемы замена глушителя новым. Но можно обойтись и мене затратным способом — сваркой. На первый взгляд, сварка глушителя может показаться непростой задачей, однако в этом процессе нет ничего сложно, если немного разобраться в теории.
Какой сваркой лучше варить глушитель
Вид сварки особой роли не играет, если придерживаться двух основных параметров:
- Минимальная сила тока.
- Минимальная толщина электрода.
Полуавтоматическая сварка обладает преимуществами при ремонте глушителя по сравнению с обычной электросваркой. Ее режимы, более щадящие для тонкого металла, а защитный углекислый газ не допустит перегрева и окисления сварного шва. Благодаря этому структура основного металла не изменится и не потеряет прочности. При работе обычной электросваркой, необходимо подобрать подходящие электроды под используемый металл.
Перед сваркой глушителя следует отключать аккумулятор, что бы избежать замыкания на массу. Причем вынимать его, совсем не обязательно. Достаточно лишь отключить массу – провод со знаком минус. Он, как правило, черного цвета.