Как заварить силумин в домашних условиях? доступные способы сварки и пайки
Содержание:
- Характеристики популярных марок
- Можно ли варить силумин аргоном
- Как заварить силумин
- Как происходит процесс?
- Выполняем сварку силумина
- Технология сварки силумина
- Свариваемость сплава и возможные проблемы
- Склейка или сварка силумина?
- Техника безопасности
- Пайка силумина в домашних условиях – Справочник металлиста
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
-
WURTH Liqu >
COSMO PU-200.280
Можно ли варить силумин аргоном
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды. Технология сварки силумина аргоном напоминает процесс сваривания алюминия
Это самый надежный способ соединения силуминовых изделий
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Как заварить силумин
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
При использовании технологии неплавкого электрода используют присадочные прутки из алюминиевых сплавов. Детали, толщиной до 2,5 мм можно варить, не разделывая кромок. Изделия массивнее требуют разделки, либо сварки с зазором порядка 0,5-1 мм.
Массивные заготовки сваривают за два прохода. Сначала от средины к краям шва выполняют проход для разогрева, а лишь затем ведут шов.
Плавление прутка не должно происходить каплями, поскольку каждая из них окажется в своеобразном «мешочке» из окислов. При этом силумин будет разбрызгиваться, не образуя шва.
Чтобы этого не происходило, присадка плавится непосредственно в сварочной ванночке. Для предохранения вытекания из нее силумина, используют стальные подкладочные пластины.
Готовый шов должен остывать как можно медленнее.
Изделия из силумина китайского производства сваривать бессмысленно, поскольку по большей части они изготовлены на основе порошковых технологий. Даже если удастся подобрать подходящий режим и присадку, цена такого ремонта окажется дороже новой детали.
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие;
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска;
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка);
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги;
- комплект газового оборудования;
- горелка;
- баллон с защитным газом;
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав
Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т.к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.

Кремний в составе силумина плохо влияет на свариваемость.
Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
Склейка или сварка силумина?
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.
И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.
Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.
Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Удачи.
P.S. Совсем забыл про «холодную сварку».
Техника безопасности
Работа с силумином сопряжена с обычными для любой сварки травматическими факторами:
- электрический ток;
- высокая температура;
- выделение вредных веществ в виде газов и аэрозолей;
- световое и УФ излучение.
Кроме того, силумин содержит ряд примесей, в частности цинк, пары соединений которых более токсичны чем при сварке стали.
Для предотвращения вреда здоровью варить необходимо в проветриваемом помещении. Сварщик должен быть обеспечен обычным набором средств индивидуальной защиты: сварочная маска, перчатки, одежда, обувь.
При работе в замкнутом пространстве, при невозможности проветривания используют изолированный противогаз.
И в завершение, интересное видео о сварке алюминиевых сплавов: https://www.youtube.com/watch?v=RYUWM5bJAyY
Пайка силумина в домашних условиях – Справочник металлиста
Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
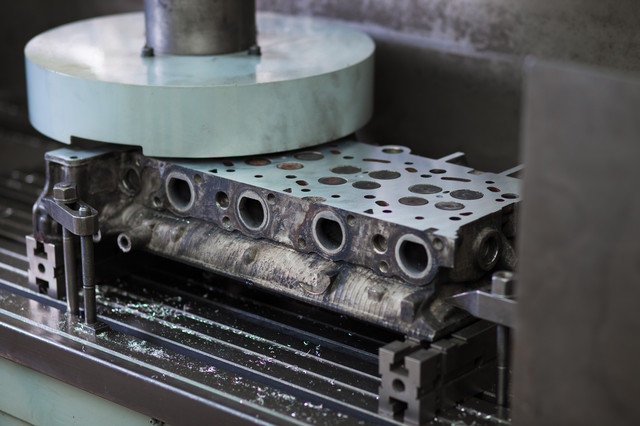
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия. Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной.
- Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться. В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся.
- Проволока должна аккуратно подаваться под углом непосредственно спереди горелки. Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.