Как правильно производится замена, прирезка и обработка седел клапанов
Содержание:
- Установка нового седла
- Замена направляющих втулок клапанов – реанимируем двигатель + видео
- Прирезка седел клапанов
- Технические требования
- Установка нового седла
- Как восстановить седла клапанов
- Неисправности после ремонта гбц или замены прокладки
- Как выполнить замену маслосъемных колпачков автомобиля ВАЗ 2114 своими руками?
- Шлифовка рабочей фаски клапана
- Как запрессовать втулки клапанов
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Замена направляющих втулок клапанов – реанимируем двигатель + видео
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один.
От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания.
Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля.
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково.
Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным.
Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи.
Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому.
В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию.
Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки.
Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте.
Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места.
Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора
Она делается вручную, вы просто утягиваете клапан до минимального значения зазора.
Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления.
Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Прирезка седел клапанов
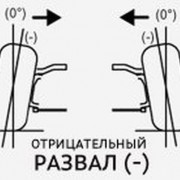
При замене клапанов или седел клапанов необходимо выполнить операцию, которую называют прирезкой клапанов. Необходимый для этого инструмент (один и тот же) называют разверткой, зенковкой, зенкером, а иногда шарошкой. Судя по конической форме, это скорее зенковка.Прирезка клапанов это несложная но ответственная операция при ремонте двигателя. А если вам неохота возиться с ремонтом проще продать или купить машину на car.ru. Необходимые углы прирезки есть в каждом руководстве по ремонту. Строго обязательный из них только угол самой фаски для клапана. Для двигателей ВАЗ это 45. Углы, которые должны быть на новых седлах головки блока цилиндров, показаны на этом рисунке.
Минимальный набор зенковок содержит одну зенковку для впускного, одну для выпускного и направляющая. На практике такой набор для ремонта бесполезен. Понятно, что при доработке седла клапана, размер конической поверхности будет расти и фаска станет больше оптимальной. Поэтому гнезда клапанов, обрабатываемые при ремонте, делают по следующему рисунку.
Чтобы выполнить такую форму седел, нужен набор, в котором шесть зенковок: три для впускного и три для выпускного клапана. Зенковки могут быть цельные из быстрорежущей стали или с пластинами из твердого сплава. В Тольятти можно купить набор из 6 зенковок, с напаяными твердосплавными пластинами за 1300 рублей.
Поверхность фаски на седле клапана должна быть соосна управляющей втулке. Поэтому состав комплекта обязательно входит направляющая. В самом простом случае направляюкщая одновременно является шпинделем для зенковки. Зенковка одевается на направляющую и фиксируется шпонкой или другим способом. Конец направляющей смазывают маслом, вставляют во втулку клапана. При обработке направляющей скользит по втулке. Это не всегда удобно, но допустимо если вам нужно отремонтировать только свой двигателя. Более сложный вариант, когда направляющая вставляется во втулку и крепится неподвижно. Для вращения фрезы используется отдельная рукоятка. В таком случае направляющие, их еще называют пилот, могут быть под разные диаметры втулок при одинаковом размере фрез. Универсальный импортный набор инструментов включающий несколько зенковок разного размера, вороток и несколько направляющих может стоить до тысячи долларов.
Порядок работы следующий. Сначала зенковкой с углом 45 градусов обрабатывают фаску седла до тех пор пока не получат аккуратную конусную поверхности. При этом надо убрать все дефекты и черноту.Следующей применяют зенковку с углом 75, а затем 20 градусов. В результате фаску с углом 45 градусов нужно уменьшить до ширины один полтора миллиметра.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Схема обработки седла клапана (на примере двигателя ВАЗ)
Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
https://youtube.com/watch?v=PpoKMx8GEFA
Развертка направляющих клапанов 8,022-8,029 мм
со скидкой 15 %
Заглушка распредвала на 16кл ВАЗ
со скидкой 19 %
Спойлеры с диодом на дворники, снежка
со скидкой 19 %
Щетка стеклоочистителя гибридная denso 45см. dur-045l
со скидкой 11 %
Паста притирочная vmpauto 40 гр профессиональная
со скидкой 18 %
Приспособление для притирки клапанов с карданом 8мм 01-08 «Сервис ключ» 77753
со скидкой 16 %
Запрессовка-выпрессовка сальников клапанов 8 мм, цанга
со скидкой 18 %
Индикатор звуковой (повторитель) для автомобилей ВАЗ
со скидкой 19 %
Прокладка масляного поддона силиконовая красная с металлическими шайбами на ВАЗ 2101-2107, Лада 4х4, Шевроле Нива
со скидкой 19 %
Набор применяется для создания фаски на седлах клапанов 16 клапанных двигателей Ваз 2112 и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110 (8 клап.), 2111, ЗМЗ 406 и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2112 — 16 клапанов и их модификаций.
Набор применяется для ремонта седел клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21213, 21083, 2110 (8 клап.), 2111, ЗМЗ 406 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ 402-10 (ГАЗ 24-10) и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ 402-10 (ГАЗ 24-10) и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей автомобиля ГАЗ-53 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей Д-240, Д-65, тракторов МТЗ, ЮМЗ, Беларусь.
Набор применяется для восстановления геометрии седел клапанов тракторов Т-40, -25, -16; (двигатели Д-37, -144, -20), САК, бетономешалка на базе КАМАЗа и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей Камаз 740.10, 7403.10, 740.10-20 и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗИЛ.
Набор применяется для восстановления геометрии седел клапанов двигателей Москвич и его модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЗИЛ-130.
Набор применяется для восстановления геометрии седел клапанов двигателей ЯМЗ А/М МАЗ и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей ЯМЗ-7511 а/м МАЗ и их модификаций.
Набор применяется для восстановления геометрии седел клапанов двигателей тракторов ДТ-75, комбайнов «НИВА», «ЕНИСЕЙ», на машинах возделывающих картофель, сахарную свеклу и других.
Набор применяется для восстановления геометрии седел клапанов двигателей Д-160, Д-180, Д-108 (тракторы Т-130, -150, -100М, -100МЭ).
Оплачивайте товары банковской картой, с помощью QIWI, Яндекс.Деньги или WebMoney и экономьте на покупке от 4%, избегая почтовые и банковские комиссии
Этот товар выбрали 10 покупателей
Набор применяется для создания фаски на седлах клапанов двигателей ВАЗ 2101, 21011, 2103, 2105, 2106, 21083, 2110 (8 клапанов), 21213, ЗМЗ 406.
Количество зубов: 6.
Состав:
- Оправка направляющая диаметр 8 мм – 1шт.;
- Зенковка угол 45 диаметр 39 – 1шт.(впуск);
- Зенковка угол 45 диаметр 34 – 1шт.(выпуск);
- Футляр – 1шт.
Производитель: Россия.
Вес, кг: 0.45 Размеры, см: 20 х 6 х 3 Объем, м3: 0.00036
Неисправности после ремонта гбц или замены прокладки
Машина не заводится
В случае отсутствия запуска машины после замены прокладки необходимо проверить наличие искры на свечах зажигания, давление топлива в рампе. Убедиться в отсутствии подсоса воздуха через штуцер на ресивере, предназначенный для трубки вакуумного усилителя тормозов.
Двигатель троит
Также, как и при капитальном ремонте головки, замена прокладки ГБЦ сопряжена с снятием головки и, соответственно, разъединением с датчиков разъемов, снятием высоковольтных проводов, трубок, подключаемых к впускному коллектору (ресиверу) от вакуумного усилителя тормозов, адсорбера, регулятора давления топлива.
Если двигатель троит после монтажа ГБЦ необходимо проверить все электрические соединения и наличие подсоса воздуха, а также тепловые зазоры клапанов ГРМ. Реабилитация после замены клапанов обычно длится на протяжении 500 км пробега, но возможны случаи, когда после первого запуска необходимо корректировать тепловые зазоры.
Неисправность, связанная с троением двигателя после ремонта может носить и временный характер, так как свечи зажигания могут быть мокрыми и после нескольких запусков, благодаря продувке и прокалке двигатель начинает работать ровно.
Двигатель дымит
После замены прокладки двигатель с увеличением температуры дымит. Такая ситуация является вполне нормальной. Сливается тосол, при разборке на поверхность двигателя попадает моторное масло и в процессе нагрева двигателя все эти жидкости испаряются, вызывая задымление.
После замены клапанов жрет масло
Заменили маслосъемные колпачки без снятия ГБЦ. Возможно установлены дефектные маслосъемные колпачки или произошло их повреждение во время запрессовки неисправной оправкой.
После замены клапанов нет компрессии
После замены клапанов рекомендуется прогреть ДВС и произвести измерение компрессии. В случае выявления низкой компрессии в одном или нескольких цилиндрах проверить и отрегулировать тепловые зазоры клапанов. Если нет компрессии во всех цилиндрах, и она равна нулю, то необходимо снять ГБЦ с целью ревизии целостности деталей газораспределительного механизма и при необходимости произвести комплексный ремонт двигателя.
Как выполнить замену маслосъемных колпачков автомобиля ВАЗ 2114 своими руками?
Инструменты
Для работы нужен комплект приспособлений и инструментов. Все они знакомы любому автомобилисту и имеются практически в каждом гараже:
- Набор ключей гаечных.
- Отвертка шлицевая.
- Ключ храповика.
- Пинцет, молоток и щипцы (пассатижи).
- Пруток диаметром около 8 мм из мягкого металла.
- Оправка для запрессовки уплотнителей.
- Устройство для съема сухарей.

При подготовке к замене «уставших» маслосъемных колпачков на ВАЗ 2114 могут возникнуть проблемы с наличием рассухаривателя, потому что он есть не у каждого водителя. Однако приобретя этот инструмент, автовладелец при ремонте ГБЦ всегда будет во всеоружии. Кроме этого, желательно иметь под рукой динамометрический ключ.
Последовательность основных переходов
Приступая к работе, следует выполнить несколько элементарных операций. Прежде всего нужно отключить аккумулятор, чтобы потом не заниматься выбором АКБ для своей машины. Установить ручной тормоз в верхнее положение. Дальнейшие действия выполняются в следующем порядке:
- Открутить болт хомута, крепящего шланг вентиляции картера при помощи крестообразной отвертки, и снять его вместе с патрубком. Таким же образом снять остальные шланги.
- Открутить гайки клапанной крышки и демонтировать ее.
- Ключом «на 10» отвинтить гайки, крепящие массу на ГБЦ.
- Выкрутив винт и две гайки, снять заглушку.
- Отвернуть винты передней крышки ГРМ и снять ее.
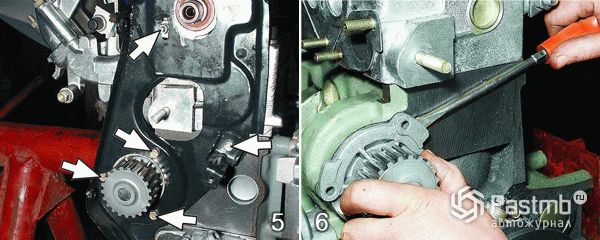
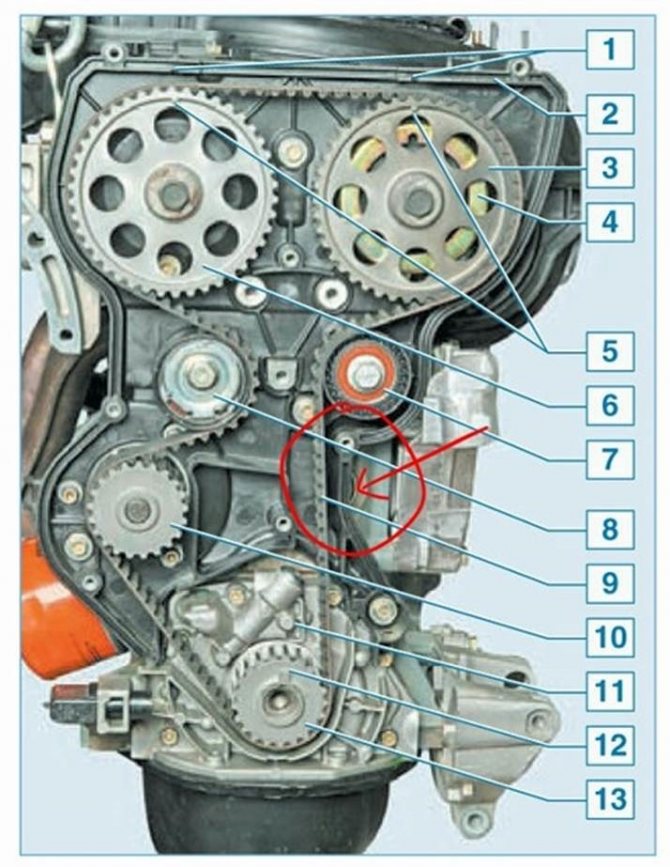
- Провернуть коленвал до момента совпадения меток, убрать заглушку на картере сцепления и проконтролировать совпадение меток.
- Демонтировать шкив генератора, ослабить крепление ролика и снять ремень.

Процедура замены маслосъемных колпачков на автомашине ВАЗ 2114 продолжается подобным же образом на 4-м цилиндре. Далее коленвал нужно провернуть на 180 градусов, и повторить процесс на втором и третьем цилиндре. Автомобилистам, знакомым с установкой сальников клапанов на Lada 2110, знаком принцип работы, поэтому выполнение процесса для них не станет особой проблемой.
На автомобиле с 16-клапанным мотором нужно снимать два распредвала – это единственное отличие в технологии ремонта с ДВС на 8 клапанов. Устанавливая распределительный вал на место, гайки следует заворачивать динамометрическим ключом от середины к краю.
Шлифовка рабочей фаски клапана
Все шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-воздушной смеси на пониженных оборотах двигателя, в то же время она улучшит заполнение цилиндра смесью, особенно в те моменты, когда клапан не полностью открыт.
Снимите фаску или скруглите ребро пояска на лицевой стороне головки клапана — это обеспечит увеличение притока смеси в цилиндр.
Рабочая фаска клапана шлифуется на специальном шлифовальном станке. Перед выполнением этой операции необходимо прошлифовать верхушку стержня клапана и снять с нее фаску. Во многих типах шлифовальных станков торец стержня клапана используется для центровки клапана при шлифовании. Если торец стержня скошен по отношению к ею оси, рабочая фаска клапана может быть испорчена при шлифовке. После шлифовки верхушки стержня клапана шлифовальная головка выставляется в соответствии с углом рабочей фаски, указанным производителем автомобиля. Шлифовальный камень правится — с помощью специального алмазного карандаша с рабочей поверхности камня удаляются малейшие неровности. Стержень клапана зажимается в патроне станка как можно ближе к галтели (к месту плавного перехода стержня в головку) клапана — во избежание его вибрирования. Включается привод патрона, приводящий во вращение клапан. Включается привод шлифовальной головки. Напор потока смазочно-охлаждающей жидкости регулируется таким образом, чтобы он смывал сошлифованный металл, но при этом не создавал брызг. Вращающаяся шлифовальная головка плавно подводится к рабочей фаске вращающегося клапана. Клапан движется вперед-назад вдоль рабочей поверхности шлифовального камня и выполняется тонкая шлифовка поверхности рабочей фаски. Клапан не выходит за край рабочей поверхности шлифовального камня. Он шлифуется ровно настолько, чтобы восстановить качество поверхности рабочей фаски. Ширина пояска выпускного клапана после завершения шлифовки рабочей фаски должна остаться не меньшей 0,030 дюйма (0,8 мм).
Чтобы вам было легче представить себе, как выглядит поясок шириной 0,030 дюйма — это соответствует примерно 1/32 дюйма или ширине пояска монеты в десять центов.
Впускные клапаны, как правило, работают удовлетворительно при ширине пояска меньше 0,030 дюйма. Некоторые производители автомобилей допускают использование впускных клапанов с пояском шириной не менее 0,005 дюйма. Приступая к техническому обслуживанию клапанного механизма обязательно ознакомьтесь с технической документацией производителя на данный двигатель. Алитированные клапаны теряют коррозионную стойкость при перешлифовывании. Для обеспечения нормального ресурса клапанного механизма алитированные клапаны, требующие восстановления путем механической обработки, подлежат замене.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
 Для мягкого способа потребуется оборудование
Для мягкого способа потребуется оборудование
В этом случае выделяют несколько ключевых шагов:
Привариваем к изношенному седлу старый клапан;
Выбиваем старое седло аккуратными ударами по имеющемуся стержню;
Подчищаем место для установки нового седла, удаляя все остатки.
Становится понятно, что это достаточно простой и действенный способ, хотя его нельзя назвать изящным или тонким. Данный вариант многие используют, когда приходится быстро проводить замену собственными силами в гараже.
В чем заключается основная проблема использования данного способна на практике?
В первую очередь это касается непосредственно самой грубости
Несложно догадаться, что приваривания и последующие выбивания вполне могут привести к повреждению каких-нибудь смежных деталей, так что в любом случае требуется проявлять предельную аккуратность и осторожность
В чем заключается особенность и преимущество мягкого или «гуманного» способа?
В этом случае придется на фрезерном станке вырезать изношенное седло. Непосредственно посадочное место обтачивается таким образом, чтобы можно было легко посадить новое седло клапана. Центровать фрезу при этом следует по основной направляющей втулке. Как только растачивание будет окончено, следует тщательно очистить изделие от стружки, также рекомендуется промыть обработанную зону.
После этого остается просто выполнить установку нового седла клапана. И данный процесс также отличается некоторыми своими особенностями.
Во-первых, он может производиться при разных температурах. Во-вторых, фактически есть возможность выбирать из нескольких способов установки седел клапанов. Какой-то из них может быть удобней, чем другой.
Если просто установить седло на головке цилиндра без использования каких-либо особых инструментов при комнатной температуре, то результат не будет слишком надежным. Со временем наверняка произойдет деформация головки. Лучше будет разогреть головку блока цилиндров, перед тем как запрессовать новое седло.
Хотя наилучшим вариантом считается двойная разница температур. Иными словами, головку блока следует разогреть, а кольцо седла при этом наоборот охлаждается. Правда, для этого необходимо иметь специальное оборудование. Желательно, жидкий азот. Данный способ является наиболее надежным. Он также не требует особых усилий, единственная трудность заключается в охлаждении и нагреве.
Но в любом случае произвести замену седла клапана любой автомобилист сможет своими руками без привлечения различных специалистов.