Самостоятельная регулировка клапанов на популярных моделях тракторов мтз беларус
Содержание:
- Подготовка блока
- Работа с динамометрическим ключом
- Устранение неисправностей головки цилиндров
- Сила затягивания болтов головки цилиндров мтз
- Регулировка на различных моделях двигателей
- Направление поршня при установке
- Подготовка стягиваемой поверхности блока и головки
- Подготовка стягиваемой поверхности блока и головки
- Важность правильной затяжки ГБЦ
Подготовка блока
1.1 Тщательно очистить посадочные места в блоке перед установкой гильзы (поверхности должны быть чистыми, абсолютно гладкими и без коррозии). Требуемая степень очистки – когда на поверхностях не остаётся видимых следов загрязнений.
Из-за вероятности повреждения нельзя применять твёрдые инструменты (скребки, фрезы и т.п.) для очистки посадочных поверхностей.
1.2 Нутромером измерить диаметры верхнего и нижнего посадочных мест гильзы в блоке.
- ММЗ:
- верхний поясок — 126,0+0,086 мм
- нижний поясок — 125,0+0,043 мм
- ЗИЛ:
- верхний поясок — 125+0,063 мм
- нижний поясок — 122+0,063 мм
1.3 Индикатором измерить глубину проточки под гильзу.
- ММЗ: 9,06 мм
- ЗИЛ: 5,0+0,05 мм
1.4 Измерение плоскостности поверхностей блока цилиндров и головки блока цилиндров.
ММЗ: В соответствии с технической документацией, новые блок и головка цилиндров должны иметь неплоскостность не более 0,05 и 0,08 мм соответственно. В процессе эксплуатации возможно коробление поверхностей указанных деталей. Допустимо без исправления общее коробление до 0,15 мм, если местное коробление на любом участке поверхности 100 х 100 мм не превышает 0,03 мм.
ЗИЛ: Головка не должна превышать 0,15 мм по всей длине и 0,03 мм по длине 50 мм.
Работа с динамометрическим ключом
Динамо-ключ имеет измерительную шкалу, позволяющую точно определить усилие затяжки. Перед использованием новый ключ следует разработать, сделав несколько затяжек на минимуме, благодаря этому детали механизма смажутся. После использования инструмент нужно убрать на хранение, смазав тонким слоем машинного масла. После каждой процедуры следует выставлять ноль (если использовался щелчковый ключ), чтобы впоследствии пружина сохранила свою упругость и точность сохранилась. При активном использовании ключа пружина все равно растягивается, поэтому рекомендуется каждый год производить калибровку. При затяжке нельзя стучать по инструменту или использовать всевозможные удлинители.
Если у автомобилиста имеется ключ щелчкового типа, то перед затяжкой нужно выбрать необходимый момент. Для этого раскручивают гайку, располагающуюся внизу рукояти, и выставляют нужное значение. После этого гайку закручивают. При закручивании болтов головки блока цилиндров ключ издаст щелчок и начнет проскальзывать. Это означает, что требуемый момент силы достигнут.
Инструкция по работе с ключом щелчкового типа
Стрелочный инструмент не позволяет выставить момент затяжки заранее, поэтому усилие придется контролировать непосредственно в процессе
Затягивать крепеж необходимо осторожно, чтобы случайно не приложить больше усилий, чем необходимо. Нужное показание на шкале лучше обозначить заранее
Указатель при закручивании остается неподвижным, а рукоятка со шкалой смещается.
Электронный динамо-ключ напоминает щелчковый, только измерение осуществляется с помощью электронного устройства. Момент также выставляется заранее. Когда он достигнут, издается звуковой сигнал.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны. Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке: -обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°; -снимите фаску на нижней части седел клапанов под углом 75°; -снимите фаску на верхней части седел клапанов под углом 15°.
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929. Клапаны, у которых обнаружена деформация стержня, замените. Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм. При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).
Рис. 6. Замер отверстия направляющей втулки клапана.
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
Сила затягивания болтов головки цилиндров мтз
Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78.
Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис.
2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240. Форсунки устанавливайте одной группы по пропускной способности. Прокладки форсунок со стороны прилегания смажьте солидолом УС–2 ГОСТ 1033-73.
Наконечники штанг толкателей должны войти в углубление толкателей.
Далее произведите регулировку зазоров клапанов.Динамометрический ключ Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40.
Перед регулировкой обязательно протяните крепление стоек вала коромысел.
От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива. Регулировка Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные. Толкатели двигателя – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение. Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел.
Перемещение коромысел вдоль оси ограничивается распорными пружинами.
В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены.
Коромысла клапанов двигателя МТЗ-82 — стальные, качаются на оси, установленной на четырех стойках.
Крайние стойки — повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел.
Перемещение коромысел вдоль оси ограничивается распорными пружинами. Впускные и выпускные клапаны Д-243 изготовлены из жаропрочной стали.
Они перемещаются в направляющих втулках, запрессованных в головку цилиндров.
Каждый клапан Д-243 закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики. Штанги должны легко вращаться относительно своих осей.Прокладки корпуса термостата и впускного тракта смажьте лаком «Герметик». Отрегулируйте зазоры между торцами клапанов и бойками коромысел. Устранение неисправностей головки цилиндров. Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы.
Выньте впускные и выпускные клапаны.Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются.
При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке:-обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°;-снимите фаску на нижней части седел клапанов под углом 75°;-снимите фаску на верхней части седел клапанов под углом 15°. Рис. 4.
Регулировка на различных моделях двигателей
Минский завод выпускает несколько модификаций дизельных двигателей, основанных на конструкции мотора Д-240. Агрегаты отличаются конфигурацией блока, рабочим объемом и установкой турбокомпрессора, что привело к росту мощности и изменению нормативных расстояний между подвижными частями в клапанных механизмах.
Читать дальше: Waze навигатор для андроид отзывы
Двигатель Д-245 трактора МТЗ-82, МТЗ-892
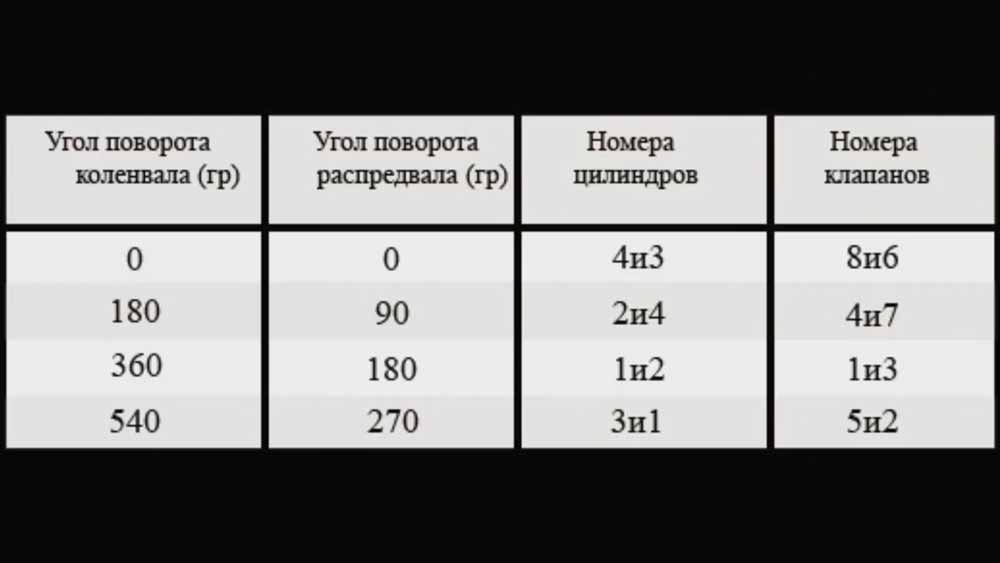
После демонтажа верхней крышки и выведения поршня в 1 цилиндре до ВМТ (до момента начала перекрытия клапанов) требуется отрегулировать клапаны, расположенные на позициях 4, 6, 7 и 8 (отсчет от передней крышки мотора). Документация устанавливает расстояние между стержнем и бойком 0,25 мм для впускного канала и 0,45 для выпускного. Настройка осуществляется на холодном дизеле (допускается прогрев до 60°).
- Отпустить затяжку гайки коромысла обслуживаемого клапана и вращением винта отверткой добиться требуемого расстояния.
- Закрутить гаечным ключом контргайку регулировочного винта и проверить параметры щупом. Убедиться в нормативном значении вращением штанги, при неравномерном износе головки цилиндрического элемента возможно изменение расстояния между бойком и стержнем клапана. Поврежденная или изношенная штанга подлежит замене.
- По аналогии отрегулировать зазоры в оставшихся клапанах.
- Провернуть вал на полный оборот (до момента достижения ВМТ в последнем цилиндре), а затем скорректировать расстояние в механизме до требуемого значения для клапанов 1, 2, 3 и 5.
- Смонтировать на штатные места снятые элементы и проверить работу силового агрегата.
Двигатель Д-260 трактора МТЗ-1221, МТЗ-1523
Завод-изготовитель предписывает проводить настройку клапанного механизма при проведении технического обслуживания, соответствующего отработке 500 часов. Перед началом регулировки рекомендуется проверить затяжку болтов, крепящих головку. Допускается настраивать мотор, прогретый до температуры 60°С.
Для регулировки 6-цилиндрового рядного дизеля требуется снять крышку клапанов, а затем установить поршень первого цилиндра в крайнее верхнее положение (по аналогии с моторами Д-240 и 245), а затем выставить зазор в клапанах, расположенных на позициях 3, 5, 7, 10, 11 и 12 (отсчет ведется от радиатора силовой установки). Нормативным считается расстояние 0,25 мм на впуске и 0,45 мм на выпуске. Для определения ВМТ возможно использовать момент совмещения штифта, установленного на крышке привода механизма газораспределения, с меткой на демпфере шкива.
При отклонении значения требуется провести корректировку в следующей последовательности:
- Перед началом корректировки рекомендуется проконтролировать затяжку крепления стоек валика с коромыслами.
- Отвернуть фиксирующую гайку на коромысле регулируемого клапана, а затем выполнить настройку зазора путем вращения винта.
- Затянуть гайку и провести первичную проверку щупом.
- Убедиться в стабильности расстояния между бойком и плоскостью стержня клапана путем вращения приводной штанги вокруг оси.
После настройки размеров в 6 клапанах требуется провернуть коленчатый вал на 1 оборот. Для проверки положения используется шестой цилиндр, в котором должно быть перекрытие клапанов впуска и выпуска, соответствующее ВМТ. Очередность действий при настройке аналогична изложенному выше алгоритму. Допускается корректировка параметра в соответствии с порядком вспышек в камерах сгорания (1-5-3-6-2-4) с выставлением поршней в верхнюю точку согласно рабочей последовательности. Для перехода между цилиндрами вал поворачивается на 1/3 оборота.
Проверка и регулировка клапанов тракторной техники (машины) — это профилактические работы, которые необходимо проводить через каждые 480 отработанных моточасов, а также после проведения работ по капитальному ремонту силового агрегата.
Направление поршня при установке
Обычно отверстия под пальцы имеют смещение относительно вертикальной оси поршня в одну сторону. Поэтому поршня имеют направление, в какую сторону они должны быть обращены. На них имеется стрелка указывающая направление в сторону переда двигателя. Либо имеется надпись «Вперед» или «назад».
На поршнях ММЗ д 240 и других модификациях направления установки поршней нет. Отверстия поршневых пальцев сделаны строго по центру вертикальной оси. Поэтому направление поршня не имеет значения. Но имеет значение расположение шатунов.
Какой стороной ставится шатун мтз
Шатуны устанавливаются на палец поршня совместно поршнем. Стопорное кольцо уже установлено. С одной стороны. Осталось вставить палец в поршень с противоположной стороны от стопорного кольца и вставив шатун внутрь поршня установить палец на место. После этого стопорится кольцо с другой стороны пальца. Затем можно устанавливать поршневые кольца. Как было описано выше.
Установка поршней в гильзы цилиндров
Установка поршневой д240 происходит вместе с шатунами. Предварительно необходимо открутить крышки шатунов и установит шатунный вкладыш в шатун. Вкладыш устанавливается таким образом чтобы замок вкладыша попал специальную прорезь в постели шатуна. При установке шатуна с поршнем. Шатун необходимо развернуть таким образом. Чтобы замок вкладыша смотрел в сторону установки топливной аппаратуры. Или в сторону противоположную расположению распредвала.

Прежде чем вставлять поршень в гильзу требуется сжать поршневые кольца при помощи специальной стяжки. Стягивать стяжку необходимо в два этапа. Предварительно сжать кольца с небольшим усилием чтобы они заняли своё место Затем вставить поршень чтобы стяжка уперлась в гильзу. Стяжка должна плотно и равномерно прилечь к гильзе. В случае необходимости её края следует подровнять по гильзе чтобы не было елей. Затем можно уже плотно сдавить поршневые кольца. Чтобы они беспрепятственно вошли в гильзу. Поршень в гильзу необходимо осаживать при помощи деревянного бруска. По мере осаживания поршня необходимо следить чтобы нижняя шейка шатуна попала на шатунную шейку коленчатого вала. Для этого ее необходимо направлять. После того как поршень полностью вошел в гильзу. И шатун плотно уперся вкладышем в коленчатый вал. Устанавливается шатунная крышка с вкладышем. И затягивается шатунная крышка . Усилие затяжки равняется 140—160 Н м
Из выше сказанного установка поршневой группы двигателя Д 240 имеет две особенности для этого двигателя. Это то, что нет направления установки поршней. И нужно быть очень осторожным при установке гильз в блок. Чтобы не повредить верхнюю кромку гильзы.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.

Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
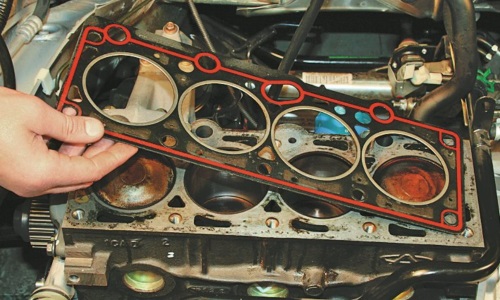
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.