Блок цилиндров двигателя
Содержание:
- Различные виды конструкций блоков цилиндров
- Из чего сделан блок цилиндров двигателя
- Какой блок цилиндров лучше чугунный или алюминиевый? — Металлы, оборудование, инструкции
- Из чего сделан блок цилиндров двигателя
- Технические характеристики доработанных ГБЦ.
- Материалы блока цилиндров
- Покрытые никелем рабочие поверхности цилиндров
- Зачем нужно растачивать блок цилиндров
- Хонингование
- Прайс-лист
- С нами сотрудничают
- Неисправности ГБЦ
- Как устроена ГБЦ
Различные виды конструкций блоков цилиндров
У алюминиевых блоков цилиндров различные концепции и способы изготовления конкурируют друг с другом. При определении параметров блоков
цилиндров соответствующие технические и экономические преимущества и недостатки должны тщательно взвешиваться друг относительно друга.
Нижеследующие главы дают обзор различных видов конструкций блоков цилиндров.
Монолитные блоки
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют ни мокрых гильз, ни привёрнутых основных плит в форме корпуса коренных подшипников — опорной плиты (Bedplate) (изобр. 1). Для получения определённых поверхностей или прочности монолитные блоки могут иметь, однако, соответствующие заливаемые части в зоне отверстий цилиндров (вставки из серого чугуна, LOKASIL-Preforms), а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники. Последние, однако, не отражают ещё состояния техники.
|
Изображение 1 PSA 4 Zyl. (ряд) |
Блоки из двух частей (с опорной плитой)
У данной конструкции крышки коренных подшипников коленчатого вала размещены совместно в отдельной опорной плите (изобр. 2). Опорная плита соединена резьбовыми соединениями с картером и усилена залитым в алюминий шаровидным графитом с целью уменьшения люфта в коренных подшипниках, соответственно, чтобы компенсировать большее удельное температурное расширение алюминия. Таким путём достигаются чрезвычайно жёсткие конструкции блоков цилиндров. Как и у монолитных блоков цилиндров, здесь в зоне отверстий цилиндров могут также быть предусмотрены заливаемые части.
|
Изображение 2 Audi V8 |
Конструкция «Open-Deck» с отдельными, свободно стоящими цилиндрами
У данной конструкции рубашка охлаждения открыта к плоскости разъёма головки блока цилиндров, и цилиндры стоят свободно в блоке цилиндров (изобр. 3). Перенос тепла от цилиндров к охлаждающему веществу, благодаря омыванию со всех сторон, равномерный и выгодный. Относительно большое расстояние между цилиндрами влияет, однако, у многоцилиндровых двигателей отрицательно на их конструктивную длину. Благодаря открытой кверху, относительно просто сконструированной полости для охлаждающего вещества, при изготовлении можно отказаться от применения песчаных стержней. Поэтому блоки цилиндров могут изготавливаться как методом литья под низким давлением, так и литьём под давлением.
Конструкция «Open-Deck» с вместе отлитыми цилиндрами
Логическим выводом для уменьшения конструктивной длины блоков цилиндров со свободно стоящими цилиндрами является уменьшение расстояния между цилиндрами. Из-за сдвигания цилиндров они должны быть, однако, исполнены в совместной отливке (изобр. 4). Это положительно влияет не только на конструктивную длину двигателей, но при этом увеличивается и жёсткость в верхней части цилиндров. Таким путём, можно, напр., у шестицилиндрового рядного двигателя сэкономить 60-70 мм на конструктивной длине. Перемычка между цилиндрами может быть при этом уменьшена на 7-9 мм. Данные преимущества перевешивают тот недостаток, что при охлаждении рубашка охлаждения между цилиндрами получается меньше.
|
Изображение 4 Volvo 5 Zyl. (Diesel) |
Конструкция «Closed-Deck»
При данной концепции блока цилиндров, в противоположность конструкции «Open-Deck», верх цилиндров до отверстий для входа воды со стороны головки блока цилиндров закрыт (изобр. 1). Это влияет особенно положительно на уплотнение головки блока цилиндров. Преимущества данной конструкции имеются, в особенности, и тогда, если существующий блок цилиндров из серого чугуна должен быть переведён в алюминий. Из-за сравнимой конструкции (уплотняемая поверхность головки блока цилиндров) головка блока цилиндров и уплотнение головки блока цилиндров не должны претерпеть никаких изменений, соотв., только незначительные.
По отношению к конструкции «OpenDeck» исполнение «Closed-Deck», естественно, труднее изготовить. Причиной является закрытая рубашка охлаждения и из-за этого необходимый песчаный стержень рубашки охлаждения. Также выдерживание узких полей допусков толщины стенок цилиндров усложняется при применении песчаных стержней.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Какой блок цилиндров лучше чугунный или алюминиевый? — Металлы, оборудование, инструкции

Рассмотрим разницу между никасиловым – алюсиловым двигателем и обычным чугунным или как в народе называют алюминиевый блок цилиндров против чугуна.
Рассмотрим основные тезисы.
На сегодняшний день мировые производители двигателей рассказывают нам о том что алюминиевые двигателя с используемой технологией напыления на стенки цилиндров никосила имеют в 2 раза меньше трения чем двигатель чугунный, а следствием этого трения расход бензина и мощности и надежности их больше. Но на практике мы видим все наоборот. Ресурс двигателей с никосиловым покрытием не больше 150-200 тысяч километром с учетом щадящих нагрузок, у них начинается критический износ.
Когда производитель создает двигатель он его рассчитывает под определенную мощность и при этом учитывает механические потери двигателя за счет трения. Если взять за основу 100 процентов на все виды трения в моторе, то 50 процентов составляют трения поршневой группы. Но на практике все наоборот потому что основной износ стенок цилиндров происходит при холодной заводке и прогрева вашего авто. Чем быстрее происходит прогрев двигатель тем больше сохранится его ресурс.
Теоретически если взят два двигателя с разными блоками цилиндров и поставить их оба на стенд, вы не заметите существенную разницу или потерю мощности, или расхода на обоих агрегатов. Потому что все трущиеся поверхности двигателя находятся в масленой пленке и трутся почти одинаково у обоих тестируемых двигателях.
Шаг в сторону алюминиевых двигателей это скорее деградация чем эволюция, помимо этого в алюминиевых двигателях есть очень большой технологический косяк это сам алюминий у которого температура плавления 660 градусов, а у чугуна в несколько раз выше. И этот температурный режим и есть сама проблема этих двигателей.
Алюминиевый двигатель: плюсы, минусы и особенности
При меньшей температуре алюминий становится как пластилин и получается что никосиловое покрытие как бы вдавливается в него, происходят задиры прилипание поршней к стенкам цилиндров и т.д. все это происходит при максимальных нагрузках при максимальной мощности.
Поэтому применение такой технологии изготовления двигателя из алюминиевых сплавов это скорее шаг назад чем вперед. Правда есть двигателя алюминиевые с чугунными гильзами они имеют больший ресурс чем с никосилом. Если вы собираетесь растачивать такой двс, то это вряд ли получится потому что стенки между цилиндрами очень тонкие и очень термо-нагружены если только гильзовать.
Оставить заявку
Чугунный блок или хотя бы гильзы: на каких современных автомобилях они еще есть?
Востребованность металла на рынке неуклонно растет, и выгодно сдать цветной металлолом может как частное лицо, так и промышленное предприятие. Алюминиевый лом пользуется неослабевающей популярностью у продавцов и покупателей благодаря технологическим характеристикам этого серебристого металла и выгодной закупочной цене.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Технические характеристики доработанных ГБЦ.
ГБЦ 8V (передний привод)
- Диаметр впускных каналов головки блока цилиндров 32 мм.
- Диаметр выпускных каналов головки блока цилиндров 29 мм.
- Диаметр впускных клапанов 37 мм.
- Диаметр выпускных клапанов 31,5 мм.
- Клапаны доработанные.
- Диаметр стеблей клапанов 8 мм.
- Верхние клапанные тарелки стандартные (возможно доработанные под роспуск пружин; титановые).
- Материал направляющих втулок клапанов: легированный чугун.
- Длина направляющих втулок клапанов больше стандартной.
- Пружины клапанные стандартные (возможны schrick, усилие 943Н).
- Толкатели стандартные (или цельный толкатель, диаметр 35мм).
- Обработка седел клапанов с дополнительными фасками (возможны радиусные).
- Распределительные валы ГБЦ по желанию — от стандартного до спортивного с подъемом клапана 13,5мм
ГБЦ 16V
- Диаметр впускных каналов головки блока цилиндров: большой 38мм, маленький 27мм.
- Диаметр выпускных каналов головки блока цилиндров: большой 34мм, маленький 24мм.
- Диаметр впускных клапанов 31мм (32мм).
- Диаметр выпускных клапанов 27мм (28мм).
- Клапаны доработанные, с дополнительными фасками.
- Диаметр стеблей клапанов 7мм (6мм только со стандартными пружинами).
- Верхние клапанные тарелки: возможны различные варианты (в том числе титан).
- Материал направляющих втулок клапанов: бронза (металлокерамика).
- Длина направляющих втулок клапанов больше стандартной при подъеме клапана больше 9мм (кроме втулок из металлокерамики).
- Пружины клапанные стандартные (возможны schrick, усилие 640Н).
- Толкатели – стандартные гидрокомпенсаторы (или жесткий толкатель, диаметр 30мм).
- Обработка седел клапанов с дополнительными фасками (возможны радиусные).
- Распределительные валы ГБЦ по желанию – от стандартного до спортивного.
ГБЦ 8V «классика» (задний / полный привод)
- Диаметр впускных каналов головки блока цилиндров: 32мм.
- Диаметр выпускных каналов головки блока цилиндров: 29мм.
- Диаметр впускных клапанов 37мм.
- Диаметр выпускных клапанов 31,5мм.
- Клапаны доработанные.
- Диаметр стеблей клапанов 8 мм.
- Верхние клапанные тарелки стандартные (возможны доработанные под роспуск пружин).
- Направляющие втулки клапанов доработанные.
- Пружины клапанные стандартные.
- Обработка седел клапанов с дополнительными фасками (возможны радиусные).
- Распределительные валы ГБЦ по желанию — от стандартного до спортивного.
Этапы доработки:
Предварительная расточка сёдел клапанов.
Предварительная расточка сёделПредварительная расточка сёделПредварительная расточка сёдел
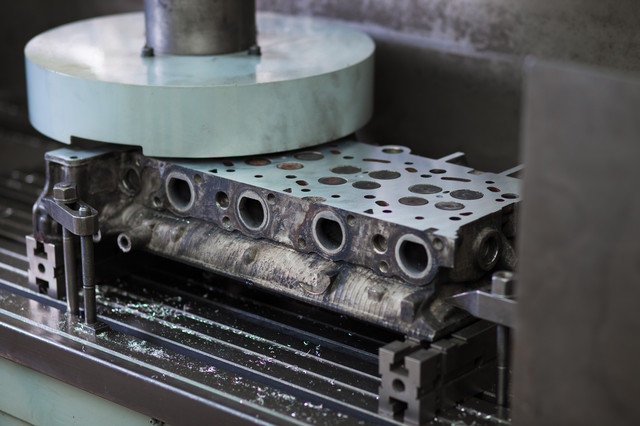
Фрезеровка привалочной плоскости головки блока цилиндров.
Заводская фрезеровкаФрезеровка плоскости. Хорошо видны все дефекты литьяФрезеровка плоскости. Хорошо видны все дефекты литья
Каналы в ГБЦ до обработки.
Канал в ГБЦ до обработкиКанал в ГБЦ до обработкиКанал в ГБЦ до обработкиКанал в ГБЦ до обработкиКанал в ГБЦ до обработкиКанал в ГБЦ до обработки
Канал в головке блока цилиндров после обработки фрезерованием.
Канал в ГБЦ после увеличения фрезерованиемКанал в ГБЦ после увеличения фрезерованиемКанал в ГБЦ после увеличения фрезерованиемКанал в ГБЦ после увеличения фрезерованиемКанал в ГБЦ после увеличения фрезерованиемКанал в ГБЦ после увеличения фрезерованием
Канал в головке блока цилиндров после обработки шлифованием (8V ГБЦ).
Канал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованием
Канал в головке блока цилиндров после обработки шлифованием (16V ГБЦ).
Канал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованиемКанал в ГБЦ после обработки шлифованием
Направляющие втулки клапанов увеличенной длины.
Удлинённые направляющие втулки клапановУдлинённые направляющие втулки клапанов
Вариант доработки камеры сгорания в головке (8V ГБЦ передний привод).
Вариант доработки камеры сгорания в ГБЦВариант доработки камеры сгорания в ГБЦ
Вариант доработки камеры сгорания в головке (8V ГБЦ классика / полный привод).
Вариант доработки камеры сгорания в ГБЦВариант доработки камеры сгорания в ГБЦ
Материалы блока цилиндров
Издавна блок цилиндров изготавливался из чугуна. Это довольно прочный и жесткий материал, неподверженный перегреву. Эти качества и были нужны автопроизводителям, ведь двигатель может набирать довольно высокую температуру при своей работе. Чугун обычно применялся с примесями никеля и хрома. Последние два материала придают большую долговечность конструкции. Конечно, главным минусом чугуна является его масса, автомобили теряли в маневренности и скорости.
Поэтому блоки цилиндров стали изготавливать из алюминия. Данный металл гораздо лечге чугуна, а также имеет меньшую теплопроводность. Естественно алюминий не является идеальным решением, ведь главной проблемой является подбор материала для исполнения блока.
Существует и третий вариант – магниевый сплав. Конечно, магний гораздо легче алюминия и чугуна, а также обладает жесткостью и твердостью последнего. Однако, установка подобного блока дороже, следовательно, для широкого пользования не подходит. Магниевые блоки ставятся при тюнинге двигателя с целью обеспечить максимальный разгон и маневренность. Главным образом такие конструкции используются на гоночных авто.
Алюминиевые блоки в данный момент изготавливают посредством двух технологий: Locasil и Nicasil. Первая включает в себя запрессовку гильз из сплава кремния и алюминия, а вторая покрытие алюминиевой поверхности блока никелем. Конечно, последняя технология имеет большой недостаток, ведь при обрыве шатуна или прогаре одного из поршней никелевое покрытие уже не функционирует должны образом, а сам блок цилиндров нельзя отремонтировать. В этом случае выигрывает чугунный двигатель, который можно расточить и подвергнуть гильзованию с помощью ремонтного комплекта.
Покрытые никелем рабочие поверхности цилиндров
С целью достижения необходимой износостойкости рабочие поверхности цилиндров покрывались в прошлом в течение некоторого времени дисперсионным слоем никеля и карбида кремния : Ni-SiC), который наносился гальваническим способом на тонко обработанную рабочую поверхность цилиндра. В качестве названий марок стали известными оба понятия — Galnikal и Nikasil. Толщина никелевого слоя в среднем — от 10 до 50 |jm. В данный слой интегрированы для улучшения износостойкости твёрдые фазы из карбида кремния (7-10 объёмных %). Величина зерна интегрированного карбида кремния — 1-3 рм. В качестве основного материала блока цилиндров применимы выгодные алюминиевые сплавы, такие, как Silumin (напр., AISi9Cu3). На изображении 2 виден разрез в увеличении под микроскопом покрытой никелем рабочей поверхности цилиндра.
Из-за неравномерной толщины никелевого слоя, возникающего при гальваническом покрытии, рабочие поверхности цилиндров после нанесения никелевого покрытия должны быть выглажены обычным хонингованием и структурированы. По сравнению с гильзой из серого чугуна никелевый слой сравнительно гладок и не имеет графитовых жил, в которых может отлагаться смазочное масло. Заключительная операция хонингования особенно важна для создания каналов распределения масла и оптимизации объёма масла, остающегося на рабочей поверхности цилиндра.
Никелевые покрытия требуют больших инвестиций в гальванические установки и устройства дезактивирования ядовитых веществ ванн предварительной подготовки.
Не в последнюю очередь также удаление образующихся никелевых шлаков негативно сказывается на стоимости производства. Покрытие никелем нашло применение, главным образом, в серийном производстве одноцилиндровых двигателей. Многоцилиндровые блоки, напротив, находят применение в серийном производстве только в единичных случаях. Были проблемы при изготовлении с пористостью чугуна на поверхности цилиндра, что имело следствием отделение слоя. Проблемы проявлялись в прошлом также при частой эксплуатации на коротких участках, во взаимосвязи с серосодержащим горючим. У двигателей, которые или вообще не достигали своей рабочей температуры, или достигали её редко, эксплуатация на коротких участках приводила к образованию конденсата, который, совместно с образующейся от сжигания серой, вёл к возникновению сернистой кислоты. Данные кислотосодержащие продукты сгорания вели к коррозии, к упомянутому отделению слоя и, в конечном счёте, к отказу от покрываемых никелем рабочих поверхностей цилиндров при серийном изготовлении двигателей для легковых автомобилей.
В противоположность к ALUSiL-MeTOду, восстановление отверстий цилиндров в ходе среднего или капитального ремонта — включая новое никелевое покрытие — возможно только при высокой трудоёмкости и с большими трудностями. Из-за недостатка подходящих специальных предприятий это практически едва ли выполнимо. На изображении 1 показан алюминиевый ребристый цилиндр мотоциклетного двигателя с Galnikal- покрытием.
Зачем нужно растачивать блок цилиндров
В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
Как известно, в процессе работы все элементы мотора испытывают серьезные нагрузки. Особенно это касается цилиндров и поршней. В процессе работы поршень постоянно трется о стенки цилиндра с огромной скоростью. Несмотря на то, что стенки цилиндров выполнены из прочной стали, она все равно стирается в процессе работы поршней, а сам цилиндр деформируется, переставая быть идеальной округлой формы. Из-за изменения формы цилиндров в сторону овала, ухудшается прилегание поршневых колец, вследствие чего при детонации топливовоздушной смеси отработавшие газы попадают в картер, как и сама горючая смесь. Отсюда сразу начинает снижаться общая мощность двигателя, а мотор начинает активно потреблять масло.
Важно: Основным симптомом, указывающим на «овализацию» цилиндров и попадание отработавших газов в картер, является сизый дым из выхлопной трубы в процессе работы двигателя. Также данный симптом характерен при залегании компрессионных колец. Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях
Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега
Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях. Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега.
Если проводится расточка блока цилиндров с целью реанимации двигателя, здесь все довольно просто. На специальных станках избавляются от овальной формы цилиндров, стачивая «лишнее». Далее устанавливаются новые поршни большего размера, и после этого можно проехать на автомобиле еще десятки тысяч километров.
Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.
Производится данный процесс в несколько этапов:
- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
Прайс-лист
Цены действительны с 1 апреля 2021 года
Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
300 руб. |
380 руб. |
470 руб. |
|
Замена свечного отверстия |
шт. |
710 руб. |
1 050 руб. |
1 100 руб. |
|
Замена МСК |
шт. |
65 руб. |
65 руб. |
65 руб. |
|
Замена стаканов форсунок ЯМЗ-238 |
шт. |
— |
660 руб. |
660 руб. |
|
Замена стаканов форсунок ЯМЗ-236 |
шт. |
— |
660 руб. |
660 руб. |
|
Снятие патрубков |
шт. |
150 руб. |
200 руб. |
225 руб. |
|
Шлифовка фаски клапана с очисткой |
шт. |
110 руб. |
130 руб. |
165 руб. |
|
Шлифовка торца клапана |
шт. |
66 руб. |
110 руб. |
110 руб. |
|
Фрезеровка ГБЦ по плоскости с форкамерами |
цил. |
700 руб. |
— |
— |
|
Фрезеровка ГБЦ съем более 0.4 мм |
цил. |
330 руб. |
860 руб. |
860 руб. |
|
Фрезеровка ГБЦ паралл. дизель |
цил. |
250 руб. |
660 руб. |
660 руб. |
|
Фрезеровка ГБЦ паралл. бензин AL |
цил. |
250 руб. |
420 руб. |
550 руб. |
|
Установка форсунок дизеля |
шт. |
110 руб. |
200 руб. |
200 руб. |
|
Установка термоиндикатора |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
550 руб. |
550 руб. |
|
Снятие форсунок дизеля |
шт. |
165 руб. |
270 руб. |
300 руб. |
|
Ремонт резьбового отверстия |
шт. |
550 руб. |
880 руб. |
1 100 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
880 руб. |
990 руб. |
1 100 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
550/220 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
45 руб. |
55 руб. |
65 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
165 руб. |
165 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
165 руб. |
220 руб. |
220 руб. |
|
Замена седла без обработки |
шт. |
440 руб. |
550 руб. |
770 руб. |
|
Замена седла с обработкой |
шт. |
550 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки с разворачиванием под клапан |
шт. |
130 руб. |
220 руб. |
220 руб. |
|
Замена заглушек |
шт. |
330 руб. |
440 руб. |
550 руб. |
|
Дефектовка клапана |
шт. |
55 руб. |
75 руб. |
180 руб. |
|
Выворачивание шпилек |
шт. |
55 руб. |
55 руб. |
55 руб. |
Опрессовка головки блока
|
Наименование услуги |
Ед. изм. |
Цена, руб. |
|---|---|---|
|
А-01 |
цил. |
3 080 руб. |
|
А-41 |
цил. |
3 080 руб. |
|
ВАЗ |
цил. |
1 320 руб. |
|
ГАЗ |
цил. |
1 650 руб. |
|
Д-160 |
цил. |
2 750 руб. |
|
Д-65 |
цил. |
1 650 руб. |
|
ЗиЛ |
цил. |
1 650 руб. |
|
ЗМЗ-402 |
цил. |
1 320 руб. |
|
ЗМЗ-405 |
цил. |
1 320 руб. |
|
ЗМЗ-406 |
цил. |
1 320 руб. |
|
ЗМЗ-407 |
цил. |
1 320 руб. |
|
КаМАЗ |
шт. |
1 100 руб. |
|
ММЗ-245 |
цил. |
1 650 руб. |
|
СМД |
цил. |
1 650 руб. |
|
Тракторные и их аналоги |
цил. |
1 650 руб. |
|
ЯМЗ-236 |
цил. |
3 080 руб. |
|
ЯМЗ-238 |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (общие) |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (раздельные) |
шт. |
1 100 руб. |
|
ЯМЗ-840 |
шт. |
1 100 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Замена стакана форсунки ЯМЗ-650 |
шт. |
— |
— |
1 650 руб. |
|
Установка резьбовой втулки |
шт. |
330 руб. |
420 руб. |
485 руб. |
|
Замена МСК |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Снятие патрубков |
шт. |
200 руб. |
255 руб. |
300 руб. |
|
Шлифовка фаски клапана с чисткой |
шт. |
165 руб. |
165 руб. |
220 руб. |
|
Шлифовка торца клапана |
шт. |
80 руб. |
90 руб. |
100 руб. |
|
Фрезеровка чугун |
цил. |
660 руб. |
770 руб. |
970 руб. |
|
Фрезеровка AL |
цил. |
550 руб. |
750 руб. |
970 руб. |
|
Установка термоиндикатора |
шт. |
155 руб. |
155 руб. |
155 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
660 руб. |
770 руб. |
|
Проверка вакуум-тестером сопряжения «седло-клапан» |
шт. |
45 руб. |
45 руб. |
45 руб. |
|
Ремонт свечного отверстия |
шт. |
1000 руб. |
1000 руб. |
— |
|
Ремонт резьбового отверстия |
шт. |
450 руб. |
500 руб. |
550 руб. |
|
Разворачивание направляющей втулки |
шт. |
110 руб. |
110 руб. |
135 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
550 руб. |
660/220 руб. |
880 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
330 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
80 руб. |
110 руб. |
110 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
155 руб. |
155 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
200 руб. |
220 руб. |
255 руб. |
|
Замена седла с обработкой |
шт. |
1 100 руб. |
1 210 руб. |
1 430 руб. |
|
Замена седла без обработки |
шт. |
880 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки |
шт. |
220 руб. |
330 руб. |
330 руб. |
|
Замена заглушек |
шт. |
600 руб. |
825 руб. |
940 руб. |
|
Доработка направляющей втулки |
шт. |
220 руб. |
165 руб. |
275 руб. |
|
Дефектовка клапана |
шт. |
80 руб. |
90 руб. |
90 руб. |
|
Выворачивание шпилек |
шт. |
300 руб. |
300 руб. |
330 руб. |
Опрессовка головок блока цилиндров
|
ГБЦ двигателя |
Единица измерения |
Легковые,руб. |
Грузовые,руб. |
|---|---|---|---|
|
Теплообменник |
шт. |
1 100 руб. |
2 200 руб. |
|
ГБЦ 4-6 цил. (рядные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (крупногабаритные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (чугун) |
цил. |
650 руб. |
1 100 руб. |
|
ГБЦ (алюминий) |
цил. |
550 руб. |
1 100 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
Схема проезда
Неисправности ГБЦ
По факту, головка блока цилиндров является большим металлическим блоком сложной формы. Главным дефектом такого блока является появление трещин . Так как головка включает в себя множество сопутствующих деталей и элементов, обычно специалисты, говоря о неисправностях ГБЦ, подразумевают что-то из следующего:
- Срыв резьбы под свечи;
- Поломка пружин, рокеров, клапанов, компенсаторов;
- Нарушение герметичности вследствие дефекта прокладки ГБЦ;
- Появление трещин на самой ГБЦ;
- Износ постелей под распределительным валом;
- Выпадение седла клапана;
- Попадание выхлопных газов в систему охлаждения через образовавшееся в нижней части ГБЦ отверстие.
Что касается дефектов непосредственно ГБЦ (трещин, отверстий), то они не всегда говорят о необходимости замены всей головки. Например, если появилась трещина между рубашкой охлаждения и камерой сгорания, ремонт зачастую не является целесообразным. Трещины вне газового в подавляющем большинстве случаев удается заварить. Износ постелей под распредвал можно устранить посредством восстановления бронзовыми втулками .
При несвоевременном обращении к специалисту повреждения ГБЦ могут стать настолько серьезными, что весь узел начнет быстро разрушаться и потеряют всякую ремонтопригодность. В большинстве случаев выходят из строя клапаны . Как показала практика, при неполном закрытии клапана поршень бьется о тарелку клапана, вследствие чего клапан деформируется и нарушается его плотное прилегание к седлу. Далее, появляются дефекты головки цилиндров, поршневой группы и клапанов. Одна из поршневых групп со временем полностью выходит из строя и двигатель начинает работать в ненормальном режиме . Решить проблему проще всего на первых этапах ее появления. Заметьте, что даже после ремонта к двигателю нужно «прислушаться» — если он работает неустойчиво, необходимо как можно скорее обратиться к специалисту. Если ремонт был сделан неквалифицированным специалистом, притирка деталей проблему не решит, что бы этот специалист не утверждал.
Обратите внимание, что вне зависимости от сложности ремонта ГБЦ агрегат должен быть тщательно отшлифован и, опционально, фрезерован. Обязательной является шлифовка привалочной плоскости головки
Если за восстановление и ремонт возьмется квалифицированный специалист , то он с высокой вероятностью сможет восстановить деталь практически до ее первоначального состояния. Вся работа займет много времени. Также автолюбителю не стоит забывать о том, что при покупке новой прокладки ГБЦ нужно отдавать предпочтение изделиям известных производителей или же оригиналам.
Как устроена ГБЦ
Это сложная и продуманная часть бензиновых и дизельных двигателей. Головки цилиндров в автомобильных двигателях изготавливаются из легких металлов или алюминиевых сплавов и отлиты. Компоненты гбц отличаются в зависимости от типа топлива, на котором работает двигатель.
Компоненты головок цилиндров, назначение.
- Впускные и выпускные клапаны, используются для ввода воздушно-топливной смеси и вывода выхлопных газов.
- Распредвалы открывают и закрывают клапаны, приводятся в действие цепью ГРМ или ремнем привода, соединенными с коленчатым валом двигателя.
- Инжекторы (бензин), через них бензин впрыскивается непосредственно в ДВС;
- Инжекторы (дизель), используются для впрыска дизельного топлива непосредственно в камеру сгорания или во впускную камеру;
- Свечи зажигания (бензин) или свечи накаливания (дизель), инициируют сгорание в двигателе (бензин) или являются вспомогательным средством для холодного запуска (дизельное топливо).
На фото показана работа 4-тактного бензинового двигателя.
- В 1 положении поршень в нижней мертвой точке; кулачок распредвала открывает впускной клапан, цилиндр принудительно (стартером) заполняется смесью бензина с воздухом.
- Во 2 – поршень достиг верхней точки, при закрытых клапанах происходит сжатие смеси, температура и давление в камере сгорания повышаются.
- В 3 – смесь воспламеняется, образуются газы, которые толкают поршень вниз; рабочий ход, коленчатый вал, соединенный шатунами с поршнем, преобразует поступательное движение во вращение вала.
- В 4 – поршень проходит нижнюю точку и движется вверх по инерции за счет маховика, выпускной клапан открывается, отработанные газы отводятся по каналам в выхлопную трубу.
Температура сжатия достигает 300-400°С, а давление 0.1-0,15 Мпа, а в момент воспламенения – 2500°С и 3-4 МПА. Наличие сложных компонентов в ГБЦ приводит к дорогостоящему ремонту, если вовремя не устранить проблему: стук клапанов, износ кулачков распределительного вала, разрушение прокладки.