Поршень с бронзовой втулкой под поршневой палец “эксперт плюс”
Содержание:
- Фото
- Почему поршневой палец трудно облегчить?
- Примечания
- Почему поршневой палец трудно облегчить?
- Детали кривошипно-шатунного механизма
- Поршень двс
- Материалы, технология производства и термообработка
- Примечания
- Крепление — поршневой палец
- О чем свидетельствует стук пальцев при разгоне?
- Leo-Mason › Блог › Поршневой палец
- Заказ и стоимость пальцев
- Фото
- Особенности конструкции бензопилы
Фото
Подробнее о технологии Разработана технология повышения износостойкости поршневых пальцев, служащих осью в шарнирном соединении поршня с шатуном, в автомобильных, тракторных двигателях, поршневых компрессорах и других устройствах. Вследствие изменения величины и направления давления поршневой палец прилегает попеременно то к одним, то к другим сторонам отверстий в бобышках поршня. При этом он перемещается на расстояние, равное величине зазора в направлении действия давления (плавающий палец). Рабочая поверхность поршневых пальцев функционирует в условиях трения металл по металлу в условиях смазки. Основной механизм износа поршневых пальцев – усталостные разрушения.
Примеры применения финишного плазменного упрочнения на практике
Услуги Применение Оборудование
В качестве материала для поршневых пальцев применяют стали 45, 45ХА с последующей их закалкой на глубину 1-1,5 мм, стали 15Х, 15 с последующей цементацией и закалкой на глубину 0,5-1,5 мм. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC 58-65 при твердости сердцевины не менее HRC 32-40. Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементируемых сталей 12Х2Н4А и12ХНЗА,15ХМА и др. Параметр шероховатости поверхности поршневых пальцев Ra должен быть не более 0,16 мкм.
С целью максимального повышения износостойкости поршневых пальцев, уменьшения шума, достижения максимально возможной долговечности двигателя предлагается использовать технологию ФПУ с нанесением на наружную поверхность поршневых пальцев тонкопленочного алмазоподобного покрытия.
ФПУ обеспечивает повышенные трибологические характеристики – износостойкость и минимальный коэффициент трения, а также является эффективным методом повышения усталостной прочности.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Примечания
- Л.В. Грехов, Н.А. Иващенко, В.А. Марков и др.; Под общ. ред. А.А. Александрова и Н.А. Иващенко. Машиностроение. Энциклопедия. Ред совет: К.В. Фролов (пред.) и др. Том IV-14 Двигатели внутреннего сгорания.. — М: Машиностроение, 2013. — С. 10-15. — 784 с. — ISBN 5-217-01949-2. — ISBN 978-5-94275-623-9.
- . .
- . .
- Артоболевский И. И. Теория механизмов. — М.: Наука, 1965. — 776 с.
- Н. Д. Чайнов, Н. А. Иващенко, А. Н. Краснокутский, Л. Л. Мягков; под. ред. Н. Д. Чайнова. Конструирование двигателей внутреннего сгорания. — М: Машиностроение, 2006. — 496 с.
- . За рулем.
- ↑ Под редакцией А. И. Дащенко. Технология двигателестроения. — М: Высшая школа, 2006. — 608 с. — ISBN 5-06-000447-8.
- ↑ Шестопалов С.К. Устройство, техническое обслуживание и ремонт легковых автомобилей.. — М: Центр «Академия», 200. — 544 с.
- . Главный механик.
- . Морской портал.
- ↑ Власов В.М. и др. Техническое обслуживание и ремонт автомобилей. — Издательский центр «Академия», 2003. — 480 с.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Детали кривошипно-шатунного механизма
а — V- образного карбюраторного двигателя; 6 — V-образного дизельного двигателя; в — соединение головки блока цилиндров, гильзы и блока цилиндров двигателя KaМA3-740; 1- крышка блока распределительных зубчатых колес; 2 — прокладка головки блока цилиндров; 3 — камера сгорания, 4 — головка блока цилиндров, 5 — гильза цилиндра; 6 и 19 — уплотнительные кольца, 7 — блок цилиндров; 8 — резиновая прокладка; 9 — головка блока цилиндров; 10 -прокладка крышки; 11 — крышка головки блоки цилиндров; 12 и 13 — болты крепления крышки и головки блока цилиндров; 14 — патрубок выпускного коллектора; 15 — болт-стяжка; 16 — крышка коренного подшипника: 17 — болт крепления крышки коренного подшипника; 17 — стопорное кольцо: 20 — стальная прокладка головки блока цилиндров.
Блок картер
Блок-картер отливают из легированного чугуна или алюминиевых сплавов.Блок-картер разделен на дне части горизонтальной перегородкой. В нижней части в вертикальных перегородках имеются разъемные отверстия крепления коленчатого вала, в верхней гильзы цилиндров. Блок-картер может быть отлит вместе с цилиндрами («сухие» гильзы), либо иметь вставные сменные гильзы, непосредственно омываемые охлаждающей жидкостью, так называемые «мокрые» гильзы. Также в блок-картере выполнены гладкие отверстия пол коренные опоры распределительного вала, под толкатели ГРМ, имеются гладкие и резьбовые отверстия и припадочные поверхности крепления деталей и приборов.
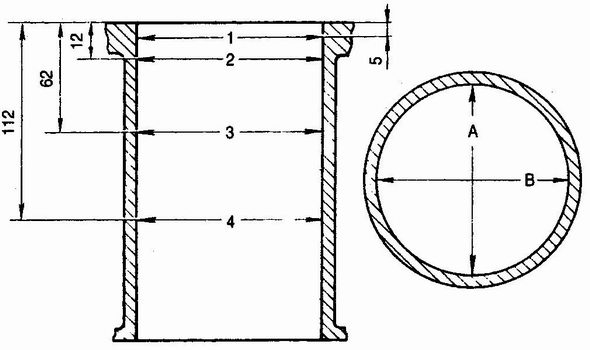
Гильзы цилиндров
Гильзы цилиндров являются направляющими для поршня и вместе с головкой образуют полость, в которой осуществляется рабочий ЦИКЛ, Изготовляют гильзы литьем из специального чугуна. На наружной поверхности имеется одна или две посадочные поверхности крепления гильзы в блоке цилиндров. Внутреннюю поверхность цилиндра подвергают закалке с нагревом ТВЧ и тщательно обрабатывают, получая «зеркальную» поверхность.
Верхняя часть цилиндра наиболее нагружена, так как здесь происходит сгорание рабочей смеси, сопровождаемое резким повышением давления и температуры. Кроме того, в этой зоне происходит перекладка поршня, сопровождаемая ударными нагрузками на стенки цилиндра. Для повышения износостойкости верхней част цилиндров в карбюраторных двигателях (ЗМЗ-53 и ЗИЛ-508.10) применяют пеганки из специального износостойкого чугуна» запрессованные в верхней части цилиндра. Толщина вставки 2—4 мм. высота 40—50 мм. используемый материал — аустенитный чугун.
«Мокрые» гильзы могут быть установлены в блок-картер с центровкой по одному или двум поясам. Первый способ применяется для постановки гильзы в алюминиевые, в юрой — в чугунные блоки. Для уплотнения нижнего центрирующего пояска «мокрых» гильз применяют резиновые кольца гильзы с центровкой по одному нижнему поясу уплотняются одной медной прокладкой под горне нон плоскостью буртика.
Головка блока
Головка блока цилиндров закрывает цилиндры и образует верхнюю часть рабочей полости двигателя, в ней частично или полностью размещаются камеры сгорания. Головки блока цилиндров отливают из легированного серого чугуна или алюминисвого сплава. Чаще всего они являются общими для всех цилиндров, образующих ряд. В головках блока цилиндров разметаются гнезда и направляющие втулки клапанов, впускные и выпускные каналы. Их внутренние полости образуют рубашку для охлаждающей жидкости. В верхней части имеются опорные площадки для крепления деталей клапанного механизма, В конструкциях с верхним расположением распределительного вала предусмотрены соответствующих опоры. Для уплотнения стыка головки блока цилиндров и блока цилиндров применяю) сталеасбестовую уплотняющую прокладку, предотвращающую прорыв газов наружу и исключающую проникновение охлаждающей жидкости и масла в цилиндры. В двигателях послушного охлаждения головки блока цилиндров делают ребренными. Причем ребра располагают по движению потока охлаждающего воздуха. Так, чтобы обеспечивался более эффективный теплоотвод.
Поддон картера
Поддон картера закрывает KШМ снизу и одновременно является резервуаром для масла. Поддоны изготовляют штамповкой из листовой стали или отливают из алюминиевых сплавов. Внутри поддонов могут выполняться лотки и перегородки, препятствующие перемещению и взбалтыванию масла при лвижении автомобиля по неровным дорогам, Привалочная поверхность, стыкующаяся с блок-картером, имеет от-бортовку металла и усиливается для придания жесткости стальной полосой, приваренной по периметру. В нижней точке поддона приваривается бобышка с резьбовым отверстием, которое закрывают пробкой с магнитом для улавливания металлических продуктов износа, образующихся вследствие изнашивания двигателя.
Поршень двс
Поршень одна из важных деталей двигателя внутреннего сгорания благодаря которой передается энергия на шатун. В этой статье поговорим про устройство поршня узнаем его назначения и рассмотрим его фото.
Поршень двc на первый взгляд имеет простую конструкцию. Тем не менее не все так просто инженеры постоянно работают над облегчением поршня и увеличением его прочности. Другими словами стараются найти золотую середину. Найти золотую середину бывает не просто, так как поршень постоянно эксплуатируется в экстремальных условиях при высоких температурах и повышенных инерционных нагрузках. Под действием энергии топливно-воздушной смеси поршень отправляется в НМТ ( нижнюю мертвую точку). Поршень в свою очередь передает энергию на коленвал через шатун с которым поршень связан через поршневой палец.
Основные функции поршня двс:
1) Отвод излишков тепла.
2) Благодаря поршню камера сгорания становится герметичной.
3) Передача энергии на коленвал через шатун.
Если сказать кратко задача поршня передать энергию газов на коленвал чтобы последний преобразовал ее в механическую энергию.
Устройство
В последнее время поршень двс изготавливают из алюминия так как этот материал лёгкий и прочный.
Поршни бывают литые и кованные. Литые поршни изготавливаются литьём под давлением. Кованные поршни изготавливают методом штамповки из алюминиевого сплава с небольшим добавлением кремния 15%. Что увеличивает их прочность и износостойкость.
Обсудим основные детали поршня, более подробно устройство поршня можно рассмотреть на схеме.
Днище
Днище поршня может иметь 5 разных видов поверхностей у каждого типа свои преимущества и недостатки.
Плоское. Такой тип поверхности используется довольно часто. Недостаток поршня такого типа, в том что при обрыве ремня поршни гнут клапана.
Вогнутое. Обеспечивает более эффективную работу камеры сгорания. Тем не менее способствует большему образованию отложений при сгорании топлива.
OLYMPUS DIGITAL CAMERA
Выпуклое. Улучшает производительность поршня, но при этом понижает эффективность сгорания топлива.
С циковками. Предотвращают столкновение поршней с клапанами за счёт специальных углублений называемых циковками. Из-за канавок может быть небольшая потеря мощности.
С лужей.Такой тип поршней также оснащен канавками только большего размера. Цель таких поршней понизить степень сжатия. Например они отлично подходят для турбокомпрессора.
Компрессионные кольца
Обычно в двc устанавливается 2 компрессионных кольца и одно маслосъемное. Поршневые кольца изготавливаются из высокопрочного чугуна. Расстояние от днища поршня до первого кольца носит огневой пояс. Функция поршневых колец состоит в том, чтобы поршень плотно прилегал к цилиндру. Для уменьшения трения используется моторное масло.
Одно из важных предназначений поршневых колец заключается в препятствии попадания газов из камеры сгорания в картер. Благодаря добавлению хрома, молибдена, никеля или вольфрама прочность и термостойкость поршневых колец значительно повышается. При износе поршневых колец ресурс поршня понижается.
Маслосъемное кольцо
Маслосъемные кольца служат для того чтобы отводить излишки масла. Маслосъемные кольца обладают дренажными отверстиями.
Юбка
Юбка поршня и есть его тело служит направляющей. Благодаря специальным добавкам в сплав юбка поршня обладает высокой стойкостью к расширению.
Поршневой палец
Поршневой палец соединяет поршень с шатуном. Благодаря стопорному кольцу достигается их прочное соединение.
Ответы на частые вопросы
Для чего в днище поршня дизельного двигателя делают выемку ?
Выемка в поршнях дизельного двигателя называется вихревой камерой( камерой сгорания). Топливо перемешиваясь с воздухом в вихревой камере сгорает более эффективно и быстро.
Температура поршня двс ?
Кратковременно при работе двс поршень может нагреться до 2000 градусов и более. В целом температура поршня при работе может достигать 200 градусов.
Как продлить срок службы поршней ?
Для того чтобы продлить срок службы поршней двс необходимо во время менять масло. Лучше даже немного раньше срока как советуют многие водители.
Материалы, технология производства и термообработка
Материалами поршневых пальцев малоуглеродистые и легированные стали (12Х2Н4А, 12ХНЗА, 15ХМА и др.). Заготовки получают прокатом, далее осуществляется черновая механическая обработка. Далее они проходят поверхностную цементацию и закалку (как правило ТВЧ), достигается твердость поверхности 55…65 HRC, сердцевина существенно мягче. Закаленные пальцы шлифуют на круглошлифовальных или бесцентровошлифовальных станках и полируют. Сборка соединений с натягом связана с большими усилиями.
Применяют следующие методы сборки и разборки:
| Внешние изображения |
|---|
С созданием усилия:
- ударный метод (в настоящее время считается кустарным, вызывает задиры и деформации втулки шатуна);
- винтовыми приспособлениями;
- гидравлическим прессом с оправками.
За счёт температурного расширения металла:
- нагревом шатуна до 60…85 °C;
- охлаждение пальца жидким азотом.
Примечания
- Л.В. Грехов, Н.А. Иващенко, В.А. Марков и др.; Под общ. ред. А.А. Александрова и Н.А. Иващенко. Машиностроение. Энциклопедия. Ред совет: К.В. Фролов (пред.) и др. Том IV-14 Двигатели внутреннего сгорания.. — М: Машиностроение, 2013. — С. 10-15. — 784 с. — ISBN 5-217-01949-2. — ISBN 978-5-94275-623-9.
- . .
- . .
- Артоболевский И. И. Теория механизмов. — М.: Наука, 1965. — 776 с.
- Н. Д. Чайнов, Н. А. Иващенко, А. Н. Краснокутский, Л. Л. Мягков; под. ред. Н. Д. Чайнова. Конструирование двигателей внутреннего сгорания. — М: Машиностроение, 2006. — 496 с.
- . За рулем.
- ↑ Под редакцией А. И. Дащенко. Технология двигателестроения. — М: Высшая школа, 2006. — 608 с. — ISBN 5-06-000447-8.
- ↑ Шестопалов С.К. Устройство, техническое обслуживание и ремонт легковых автомобилей.. — М: Центр «Академия», 200. — 544 с.
- . Главный механик.
- . Морской портал.
- ↑ Власов В.М. и др. Техническое обслуживание и ремонт автомобилей. — Издательский центр «Академия», 2003. — 480 с.
Крепление — поршневой палец
|
Типы поршневых пальцев.| Крепление поршневого пальца в поршневой головке шатуна.| Плавающий поршневой палец. |
Крепление поршневого пальца в поршневой головке шатуна ( двигатели Остин, Даймлер и др.) позволяет увеличить длину бобышек поршня и уменьшить длину поршневой головки шатуна, что уменьшает расчетную длину и прогиб поршневого пальца и несколько снижает его износ.
|
Плавающий поршневой палец. |
Крепление поршневого пальца в поршневой головке шатуна позволяет уменьшить ее длину и увеличить длину бобышек поршня, что уменьшает расчетную длину и прогиб / поршневого пальца и несколько снижает его износ.
Конструкция верхней головки шатуна зависит от способа крепления поршневого пальца. При закреплении пальца в шатуне верхние головки имеют косой или прямой разрез, стягиваемый болтом. При плавающем пальце верхняя головка имеет запрессованную в нее бронзовую втулку с толщиной стенок 0 5 — 2 5 мм.
|
Общее устройство компрессора КХ-1010. |
Поршневой палец прикреплен к верхней головке шатуна ( рис. 39) при помощи стопора, который частично входит в отверстие верхней головки. Такое крепление поршневого пальца обеспечивает надежное соединение и бесшумность работы.
|
Материал и твердость шатунов. |
Во всех рассматриваемых двигателях шатуны штампованы из углеродистой или легированной стали и термически обработаны. Конструкция верхней головки шатуна обусловливается способом крепления поршневого пальца. При плавающем типе в верхнюю головку запрессовывается бронзовая втулка. При креплении пальца в верхней головке шатуна последняя имеет стяжной болт. Первый тип шатунов имеют все рассматриваемые двигатели, второй — двигатели ЗИС-5М.
|
Крепление поршневого пальца в поршневой головке шатуна ( второй вариант.| Фиксация поршневого пальца при помощи стопорного кольца. |
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы двигателя могут проворачиваться как в бобышках поршня, так и в поршневой головке шатуна. Это обеспечивает уменьшение износа плавающего пальца и его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца.
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы могут проворачиваться как в бобышках поршня, так и в верхней головке шатуна. Это обеспечивает уменьшение износа плавающего пальца к его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца.
Поршни ( рис. 186) отливают из чугуна или алюминиевых сплавов. В поршне различают днище 5, воспринимающее давление воздуха, головку 2 с канавками 4 для поршневых колец 3, бобышки 1 с отверстиями для крепления поршневого пальца 9, нижнюю часть 8, которая служит для направления движения поршня и передачи бокового давления на стенки цилиндров.
В поршне тронкового двигателя направляющей частью является его цилиндрическая часть ( юбка), или тронк. Поршни тронкового двигателя разделяют на цельные ( рис. 71, а, б) и составные ( рис. 71, в) — с отъемной головкой поршня и вставкой для крепления поршневого пальца. Тронковые поршни изготовляют как с принудительным охлаждением, так и без него. Обычно охлаждение масляное, иногда встречается водяное охлаждение. Принудительное охлаждение применяют для поршней при мощности цилиндров 74 кВт и более, а также для поршней быстроходных двигателей с повышенным тепловым напряжением.
По данным фирмы Studebaker, закрепление пальца в верхней головке шатуна обеспечивает более спокойную работу, чем плавающий палец или крепление пальца в бобышках поршня. При такой установке поршневого пальца вследствие большего расстояния между его опорами значительно уменьшается боковой наклон ( опрокидывание) поршня при наличии зазоров в подшипниках поршневого пальца. Крепление поршневого пальца осуществляется с помощью клиновидного болта при сплошной верхней головке шатуна. Такая конструкция обеспечивает более надежное крепление, чем распространенный способ крепления с помощью цилиндрического болта при разрезной верхней головке шатуна.
О чем свидетельствует стук пальцев при разгоне?
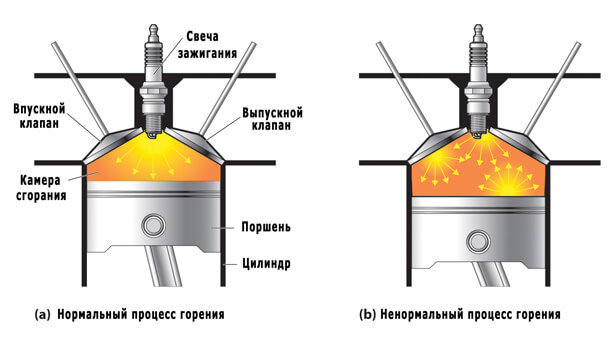
Само определение «стук пальцев» в корне неверно. Дело в том, что посторонние шумы не являются признаком стука самих пальцев. Характерный звук появляется в результате возникновения ударной волны взорвавшегося топлива о стенки цилиндров. В нормальном состоянии горючая смесь воспламеняется равномерно. Начинается взрывное сгорание топливной смеси возле свечи и после равномерно распространяется в различные стороны. Как правило, скорость распространения ее составляет 20-30 м/с. При детонации обогащенная смесь взрывается сразу после попадания в камеру сгорания. Взрывная волна начинает распространяться и сталкивается со стенками цилиндра на огромной скорости. В результате этих столкновений и появляется характерный шум. При хаотичном движении элементов сгорания в топливе повышается температура стенок цилиндров. При постоянной работе в таком режиме возникает дополнительная нагрузка на все элементы. Игнорирование данной проблемы может привести к следующим проблемам:
- Искривлению блока цилиндров;
- Деформации поршня;
- Повреждению клапана и шатунов.
Здесь важно понимать, что игнорирование стука пальцев может привести к дорогостоящему ремонту. Поэтому не стоит запускать проблему, иначе необходимость капитального ремонта возникнет быстрее, чем ожидалось
Leo-Mason › Блог › Поршневой палец
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня. Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам. На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы. Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня. Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца. В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется. Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня. поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается. Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня. В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня. Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны. При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом. Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
Заказ и стоимость пальцев
Стоимость изготовления пальцев для спецтехники зависит от:
- Назначение пальца — это влияет на выбор материала и дополнительные обработки;
- Наличия чертежа, образца или эскиза;
- Количества деталей в партии.
Отдельно отметим, что при повторном обращении цена может быть ниже, поскольку у нас уже будет вся проектная документация.
осуществляет полный цикл изготовления деталей: от разработки чертежа и производства прототипа до нанесения защитных покрытий и пленок. Мы можем гарантировать точность обработки изделий на каждом этапе.
Для уточнения подробностей сотрудничества обращайтесь к менеджерам «ФЕРРОПОЛИС». Это можно сделать по телефону или отправить запрос через форму на сайте. В обоих случаях вы получите квалифицированную консультацию и предварительный расчет стоимости вашего заказа.
Фото
Подробнее о технологии Разработана технология повышения износостойкости поршневых пальцев, служащих осью в шарнирном соединении поршня с шатуном, в автомобильных, тракторных двигателях, поршневых компрессорах и других устройствах. Вследствие изменения величины и направления давления поршневой палец прилегает попеременно то к одним, то к другим сторонам отверстий в бобышках поршня. При этом он перемещается на расстояние, равное величине зазора в направлении действия давления (плавающий палец). Рабочая поверхность поршневых пальцев функционирует в условиях трения металл по металлу в условиях смазки. Основной механизм износа поршневых пальцев – усталостные разрушения.
Примеры применения финишного плазменного упрочнения на практике
Услуги Применение Оборудование
В качестве материала для поршневых пальцев применяют стали 45, 45ХА с последующей их закалкой на глубину 1-1,5 мм, стали 15Х, 15 с последующей цементацией и закалкой на глубину 0,5-1,5 мм. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC 58-65 при твердости сердцевины не менее HRC 32-40. Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементируемых сталей 12Х2Н4А и12ХНЗА,15ХМА и др. Параметр шероховатости поверхности поршневых пальцев Ra должен быть не более 0,16 мкм.
С целью максимального повышения износостойкости поршневых пальцев, уменьшения шума, достижения максимально возможной долговечности двигателя предлагается использовать технологию ФПУ с нанесением на наружную поверхность поршневых пальцев тонкопленочного алмазоподобного покрытия.
ФПУ обеспечивает повышенные трибологические характеристики – износостойкость и минимальный коэффициент трения, а также является эффективным методом повышения усталостной прочности.
Особенности конструкции бензопилы
- Эта бензопила укомплектована двигателем, работающим на бензине, мощностью в тысячу триста ватт. Отличительной чертой устройства является облегчённый запуск аппарата, осуществляемый с помощью системы зажигания электронного типа и топливным насосом уникальной конструкции.
- В бензопилу производитель предусмотрительно поставил защитную систему, которая прекращает вращение цепи с помощью инерционного тормоза в случае возникновения нештатных ситуаций. Кроме того, агрегат снабжён устройством, которое смазывает цепь бензопилы автоматически, без усилий владельца.
- Праймер топлива позволяет с лёгкостью осуществить запуск изделия как в тёплый, так и в холодный сезон года. Крыльчатка на стартере даёт возможность без проблем очистить его барабан от пыли и грязи.
- Разработчики бензопилы позаботились о том, чтобы мотор служил вам продолжительное время без поломок, поэтому снабдили его фильтром, оснащённым системой CCS, с помощью которой можно не допустить попадания в двигатель абсолютного большинства остаточных частиц из окружающего воздуха. Благодаря этому владельцы агрегата могут экономить топливо из-за низкого его расходования устройством.
- На стенки цилиндров бензопилы нанесён хром, что позволяет увеличить срок, в течение которого инструмент будет надёжно служить вам.